
12
2025.9
автор
74
Объем чтения
Необходимо разбираться в обработке резьбовых отверстий. Перед обработкой мы должны сначала понять основной состав резьбового отверстия, из аннотации резьбы мы можем узнать, что она состоит из диаметра отверстия и шага. Перед обработкой нам нужно выбрать инструмент, включающий в себя сверло для обработки резьбового нижнего отверстия и метчик, необходимый для обработки соответствующей резьбы. Вы можете нажать на определенное сокровище, чтобы узнать это.
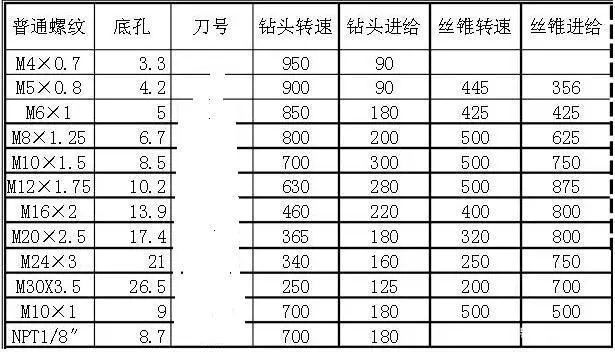
Как новичку, мы должны знать размер и относительные размеры резьбового отверстия перед обработкой резьбового отверстияСокращение дозировкивыбор. Здесь редактор перечисляет таблицу для вас в качестве справочного материала при обработке.
Инструкция по программированию, используемая для нарезания резьбы, — G84, в которой шпиндель вращается в противоположном направлении при достижении дна отверстия. Его формат показан на изображении ниже.
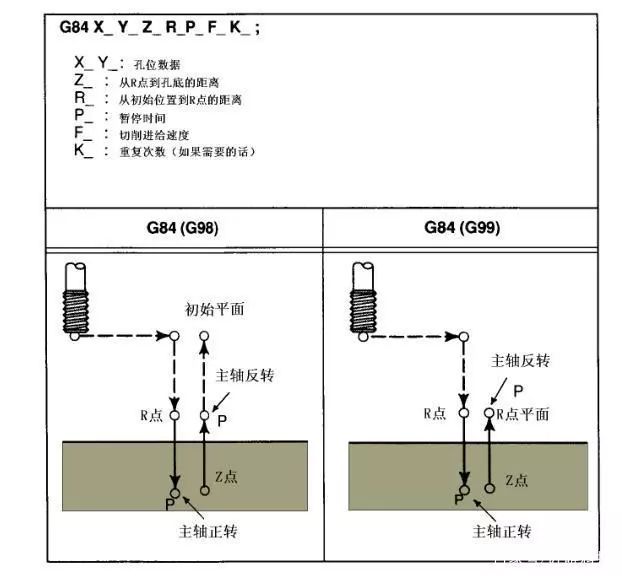
Теперь давайте на примере демонстрируем программирование резьбовых отверстий.
Пример: Имеется стальная пластина толщиной 300 мм толщиной 300X300, и соответствующее резьбовое отверстие M10 пробивается в нужном положении. Как показано на рисунке ниже.
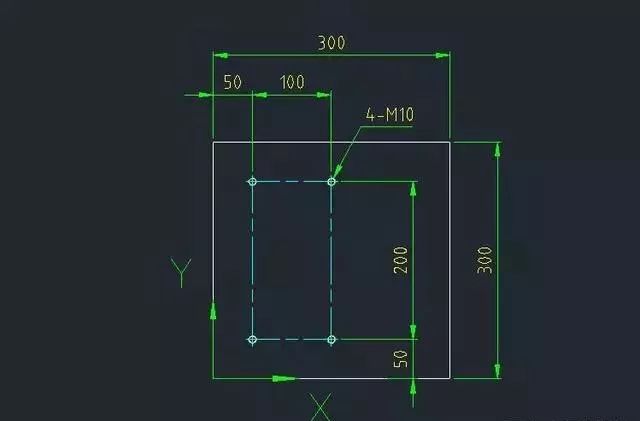
Анализ: В зависимости от обрабатываемого резьбового отверстия мы можем узнать соответствующие инструменты и параметры, сверившись с таблицей. Конус нарезания резьбы станка М10 представляет собой сверло диаметром 9 и метчиком М10*1.
Порядок действий: Установите инструмент T1 в качестве сверла 9 и T2 в качестве метчика M10
G54G90G0X0Y0; (Установите систему координат, и инструмент будет смещен к началу координат)
G43H1Z50; (Установите компенсацию длины инструмента)
G0 X50Y50; (Переместить в положение для сверления)
М03 С700; (Запуск шпинделя)
G99G82Z-35Р5П1000Ф180; (Просверлите первое отверстие и поднимите нож в точку R)
Y250; (Просверлите второе отверстие и поднимите нож в точку R)
Х150; (Просверлите третье отверстие и поднимите нож в точку R)
G98Y50 (Просверлите четвертое отверстие и поднимите нож в исходную точку)
G80; (Отмена цикла сверления)
G0 Z200 M05; (Поднимая нож, шпиндель останавливается)
М06Т2; (Смена инструмента T2)
G43H2Z50; (Установите компенсацию длины инструмента)
G0 X50Y50; (Переместить в положение для сверления)
M03 S500; (Запуск шпинделя)
G90G99G84Z-35R5P600F500; (Постукивая по первому отверстию, поднимая нож в точку R)
Y250; (Постукивая по второму отверстию, поднимая нож в точку R)
Х150; (Постукивая по третьему отверстию, поднимая нож в точку R)
G98Y50 (постукивая по четвертому отверстию, поднимая нож к исходной точке)
G80; (Отмена цикла сверления)
G0 Z200 M05; (Поднимая нож, шпиндель останавливается)
М30; (Конец программы, возврат к начальной точке программы)
Рекомендуется перед обработкой зачистить заусенцы просверленных отверстий, добавить направляющую фаску, а добавление смазочного масла в процессе нарезания резьбы даст лучший эффект