
6
2025.8
автор
142
Объем чтения
В области обработки металлорежущих отверстий спиральные сверла, как один из наиболее часто используемых инструментов, оказывают непосредственное влияние на эффективность и качество обработки. Эта статья предоставит читателям полное и систематическое техническое руководство по спиральным сверлам, сочетающее стандартные спецификации и практическое применение.
1. Основная концепция и стандартная система спиральных сверл
Спиральное сверло — это тип сверла, изготовленного из спиральной поверхности, а его основная часть сверла названа потому, что она напоминает спираль. В качестве вращающегося режущего инструмента спиральное сверло создает цилиндрические отверстия в заготовке за счет вращательных и осевых движений подачи. Его стандартная система охватывает основные условия обработки технологического оборудования (GB/T 1008), а также целевыеКоническая ручка twist diamond, спиральные сверла с прямым хвостовиком, сверла для развертывания и ступенчатые спиральные сверла и другие подробные спецификации для различных типов спиральных сверл (серия GB/T 1438, серия GB/T 4256, серия GB/T 6135, серия GB/T 6138).
2. Подробное объяснение структурных параметров спиральных сверл
Структура спиральных сверл сложна и изысканна, а разумная конструкция параметров каждой детали является ключом к обеспечению ее эффективной резки.
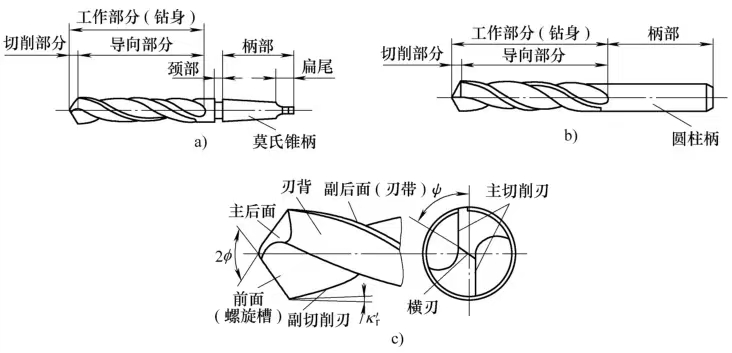
(1) Основные компоненты бурового сверла
-
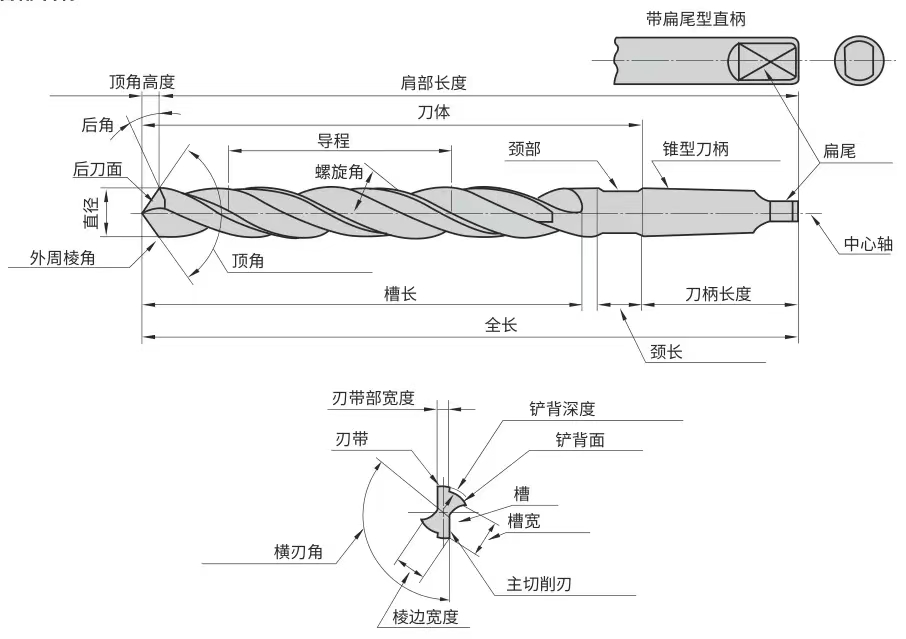
Ручка (голень): Сверло используется для зажима и передачи деталей. Конический хвостовик обычно представляет собойКонусная рукоятка Мооса, подходит для высокоточной и сверхмощной резки; Параллельные хвостовики в основном используются для сверл малого и среднего размера, а их хвосты могут иметь плоский хвост (шип) в форме шипа для повышения стабильности передачи. -
Корпус сверла: Часть, которая простирается от хвостовика до поперечной кромки и несет основную функциональную структуру процесса резания. -
Флейта: Спиральные канавки на корпусе сверла позволяют стружке плавно стекать и обеспечивают проход для попадания смазочно-охлаждающей жидкости в зону резания. Пересечение резервуара для стружки и задней части (фланга) образует основную режущую кромку, которая является основной частью режущего материала. -
Рифленая земля: Ремень со спиральной кромкой (земля) и задняя часть лезвия (пятка) вместе образуют лист лезвия, в котором ширина ремня лезвия (ширина земли) и ширина лезвия (ширина рифленой поверхности) оказывают важное влияние на режущие характеристики. -
Буровой керн (полотно): Центральная часть сверла, расположенная между днищем двух резервуаров для стружки, и ее толщина (толщина стенки) и шаг (конус стенки) связаны с прочностью и жесткостью сверла. -
Габаритная длинаиДлина канавки: определяет диапазон обработки сверла и эффективную длину режущей детали соответственно.
(2) Ключевые элементы режущей части
-
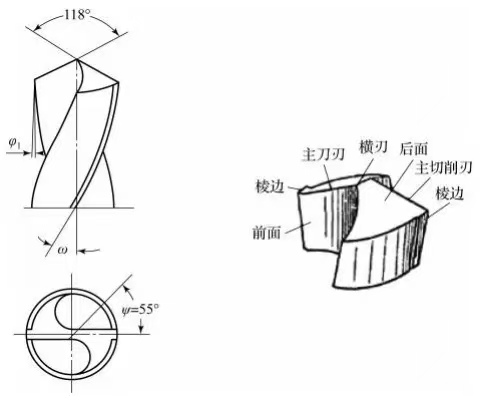
Наконечник сверла (острый/режущая часть): Включает в себя основную режущую кромку, кромку долота, торец и боковую поверхность. Основная режущая кромка выполняет основную режущую задачу, в то время как поперечная режущая кромка играет направляющую и вспомогательную режущую роль при резке заготовки. Геометрия и угловая конструкция передней и задней части напрямую влияют на силу резания, тепло резания и качество поверхности. -
Внешний уголиУгол кромки долота: Внешний угол поворота — это пересечение основной режущей кромки и направляющей кромки режущего ремня, а угол поперечной кромки — это пересечение основной режущей кромки и поперечной кромки, и форма и угол этих углов оказывают значительное влияние на производительность резания и стойкость инструмента. -
Длина кромки долотаиОсновная длина режущей кромки: Длина поперечной кромки определяет диапазон контакта между поперечным лезвием и заготовкой, а длина основной режущей кромки влияет на эффективность резки и точность обработки.
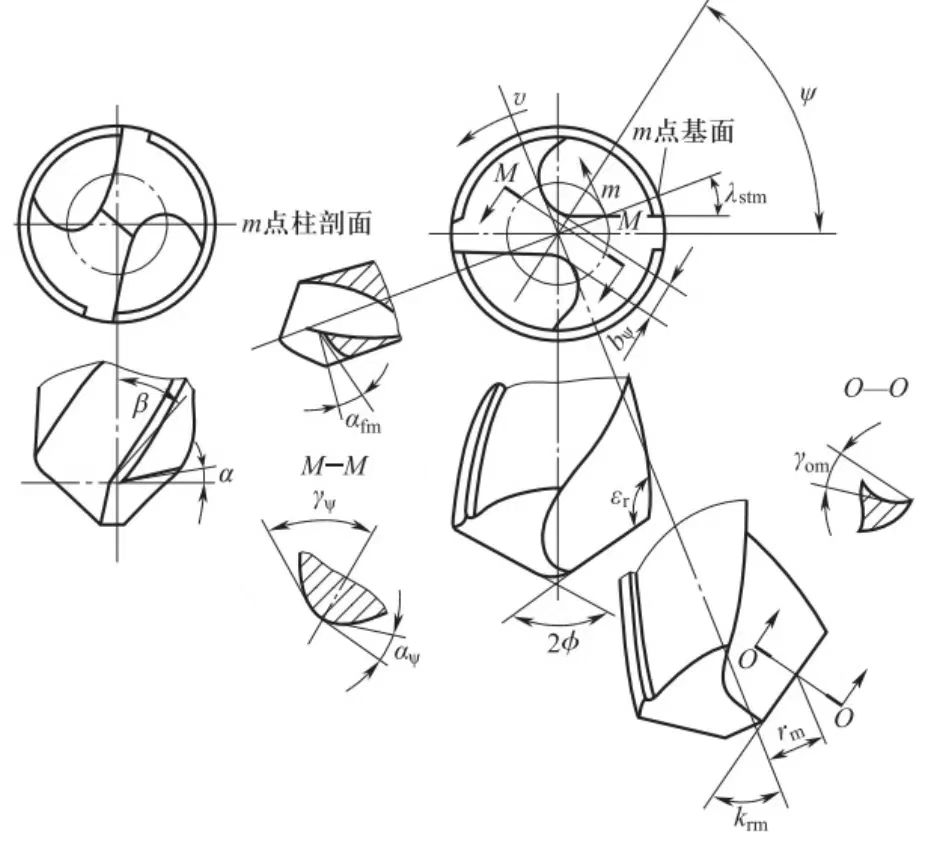
(3) Геометрический угол и размерные параметры
-
Угол спирали: Угол между определенной точкой касательной на направляющей кромке режущей кромки и плоскостью, содержащей точку и ось, обычно находится между до, что влияет на производительность резания, способность эвакуации стружки и жесткость сверла. -
Угол точки: Угол между основной режущей кромкой и осью в два раза больше , как правило, или , размер верхнего угла будет влиять на прочность наконечника сверла и силу резания. -
Угол кромки долота: Угол между прямой линией и поперечной кромкой, состоящий из внешнего угла поворота и угла поперечной кромки, обычно находится между до, а его дополнительный угол называется углом наклона долотовой кромки, который оказывает непосредственное влияние на режущие характеристики поперечной кромки. -
Диаметр сверлаиДиаметр зазора кузова: Диаметр сверла является основным размерным параметром для измерения технических характеристик сверла, в то время как диаметр среза связан с радиальным зазором и стабильностью резания. -
Обратный конусиИнкремент ядра (Web Taper): Перевернутый конус представляет собой тенденцию уменьшения диаметра хвостовика от внешнего угла поворота, а приращение сердцевины сверла отражает изменение толщины сердечника сверла вдоль оси, оба из которых играют важную роль в направлении и точности обработки сверла.
3. Виды и применение спиральных сверл
(1) Спиральное сверло с прямой ручкой и спиральное сверло с конической рукояткой
Хвостовик спирального сверла с параллельным хвостовиком имеет цилиндрическую форму, подходит для малого и среднего сверления и обладает такими характеристиками, как высокая универсальность и легкость зажима. В зависимости от различной длины и диаметра его можно разделить на толстые сверла с прямым хвостовиком и небольшие спиральные сверла, короткие серии, общие серии, длинные серии и сверхдлинные серии (GB/T 6135.1 ~ 6135.5). Рукоятка спирального сверла с коническим хвостовиком Морзе представляет собой хвостовик с конусом Морзе, который может выдерживать большой крутящий момент и осевую силу и подходит для тяжелой резки и высокоточной обработки отверстий, включая общие серии, длинные серии, расширенные серии и сверхдлинные серии (GB/T 1438.1 ~ 1438.4).
(2) Сверло для развертывания
Корончатое сверло — это обрабатывающий инструмент, используемый для увеличения существующего диаметра отверстия, а режущая часть (скос) без режущей кромки в центре наконечника сверла и с наклонным передним концом (скосом) обрезает и увеличивает просверленное отверстие во время обработки. По типу хвостовика его можно разделить на корончатое сверло с параллельным хвостовиком и корончатое сверло с коническим хвостовиком Морзе (GB/T 4256).
(3) Ступенчатое спиральное сверло
Подземные спиральные сверла имеют различный диаметр и могут использоваться для обработки ступенчатых отверстий. Подземное спиральное сверло с параллельным хвостовиком и подземное спиральное сверло с коническим хвостовиком Морзе соответствуют различным стандартам хвостовика (GB/T 6138.1, GB/T 6138.2) соответственно, а их диаметр подземного отверстия может быть выбран в соответствии с потребностями обработки.
(4) Твердосплавное спиральное сверло
Спиральные сверла с твердосплавными напайками значительно повышают твердость, износостойкость и ударопрочность инструментов за счет сварки твердосплавных вставок в режущих деталях, что делает их пригодными для обработки более твердых или труднообрабатываемых материалов. Также он делится на два вида: прямой и конический хвостовик.
4. Принцип резки и оптимизация производительности спирального сверла
(1) Анализ процесса резки
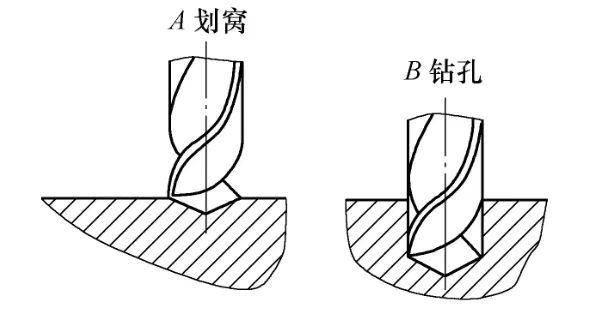
В процессе резки основная режущая кромка спирального сверла постепенно срезает металлический слой с поверхности заготовки под совместным действием вращения и движения подачи. Поперечная кромка в основном играет направляющую и вспомогательную режущую роль в момент резки. Бак для стружки непрерывно удаляет металлическую стружку, образующуюся в процессе резки, и направляет смазочно-охлаждающую жидкость в зону резания для снижения температуры резки, уменьшения трения и улучшения качества поверхности.
(2) Факторы, влияющие на производительность резки
-
Оптимизация геометрических параметров: Разумная конструкция геометрического угла, такая как верхний угол, спиральный угол, угол поперечной кромки и угол наклона кромки, может сбалансировать силу резания, тепло резания и силу инструмента, а также повысить эффективность резки и точность обработки. -
Выбор материала и покрытия: Твердость, износостойкость и ударная вязкость материала инструмента имеют решающее значение для производительности резания.быстрорежущая сталь(HSS) и твердосплавные (carbide) являются распространенными материалами для спиральных сверл. Кроме того, существуют такие технологии нанесения покрытий, как TiN, TiAlN,Технология TiCNи т. д., которые могут еще больше улучшить твердость поверхности и износостойкость инструмента, а также продлить срок его службы. -
Соответствие параметров резки: В зависимости от материала заготовки, характеристик инструмента и требований к обработке, разумный выбор параметров резания, таких как скорость резания, скорость подачи и глубина резания, является ключом к достижению эффективного резания и обеспечению качества обработки. Например, при обработке высокопрочных сплавов скорость резания должна быть соответствующим образом снижена, а подача должна быть увеличена, чтобы уменьшить силы резания и тепловые эффекты.
(3) Общие проблемы и их решения
-
Сверление отклоняется: Это может быть вызвано неправильным зажимом сверла, неровной поверхностью заготовки или недостаточной точностью самого сверла. Решения включают в себя обеспечение точности зажима, предварительную обработку заготовки и выбор высококачественных сверл. -
Чрезмерное усилие резания: Это может быть вызвано слишком маленьким верхним углом, неправильным выбором угла наклона спирали или необоснованными параметрами резки. Оптимизируя геометрический угол и регулируя параметры резки, можно эффективно снизить усилие резания. -
Инструменты изнашиваются слишком быстро: Связано с такими факторами, как твердость материала заготовки, скорость резания, материал инструмента и свойства покрытия. Разумный выбор материалов инструмента и покрытий, а также контроль скорости резания могут замедлить износ инструмента.
5. Заключение
Спиральные сверла, являющиеся основным инструментом в области резки и обработки металлов, осложняются такими факторами, как структурные параметры, геометрический дизайн и свойства материала, которые определяют производительность резания и качество обработки. Благодаря глубокому пониманию соответствующих терминов и пониманию принципов резания в сочетании с фактическими потребностями в обработке, разумный выбор и оптимизация параметров могут в полной мере раскрыть эффективность спиральных сверл и повысить эффективность производства и качество продукции. В будущем технологическое развитие, с постоянным появлением новых материалов, новых покрытий и передовых производственных процессов, производительность спиральных сверл будет еще больше улучшена, что принесет больше инноваций и прорывов в отрасли резки и обработки металлов.