
6
2025.8
Verfasser
94
Lesevolumen
Das Bohren ist einer der wichtigsten Schneidprozesse in der mechanischen Fertigung, und die geometrischen Parameter des Bohrers haben einen entscheidenden Einfluss auf seine Schnittleistung, Bearbeitungsgenauigkeit und Effizienz. Dieser Artikel befasst sich mit der Definition, Funktion und Wechselbeziehung von geometrischen Parametern der Bohrkrone und zielt darauf ab, eine theoretische Grundlage und Referenz für die Optimierung des Bohrprozesses zu schaffen.
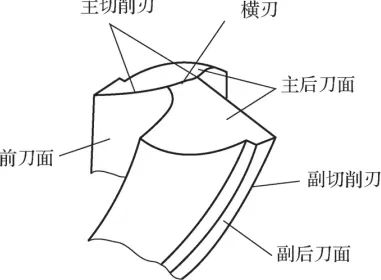
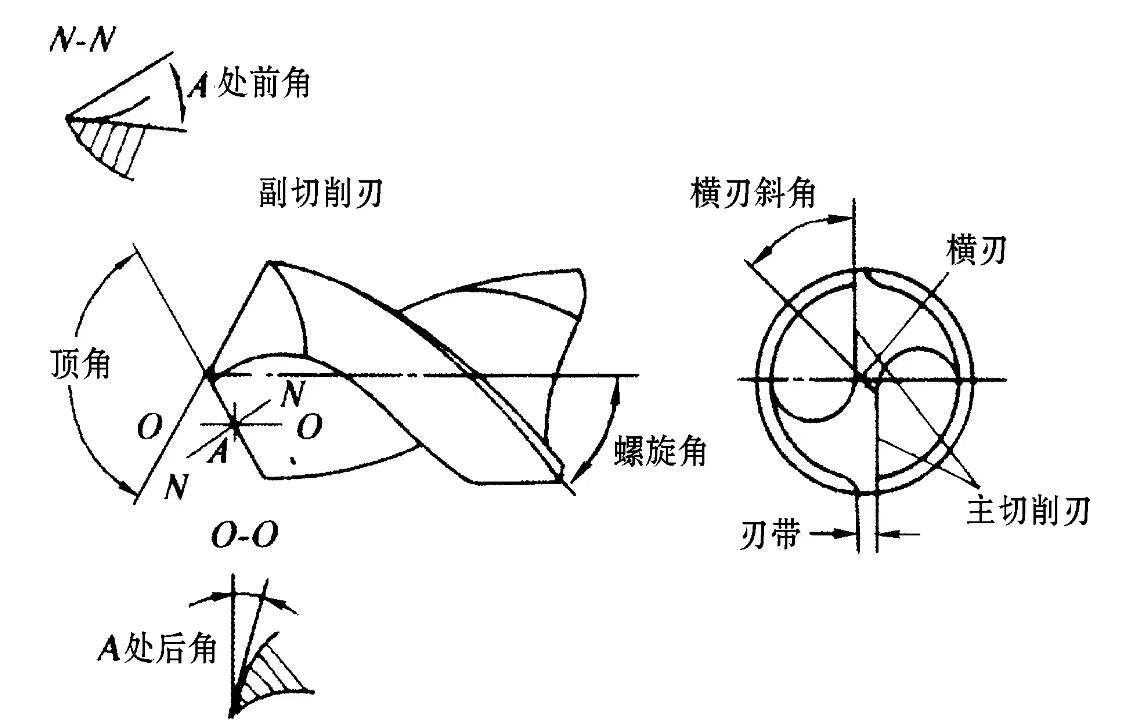
Zu den geometrischen Parametern des Bohrers gehören hauptsächlich der Schrägungswinkel, der Kantenwinkel, der Spanwinkel, der Rückenwinkel, der Hauptdeklinationswinkel, der Kantenneigungswinkel, die Querkantenfase, die Querkante und die Bohrkerndicke usw., und die vernünftige Gestaltung und Auswahl dieser Parameter wirken sich direkt auf die Schnittkraft, die Schnittwärme, den Werkzeugverschleiß und die Oberflächenqualität der Bearbeitung sowie auf andere Faktoren im Bohrprozess aus.
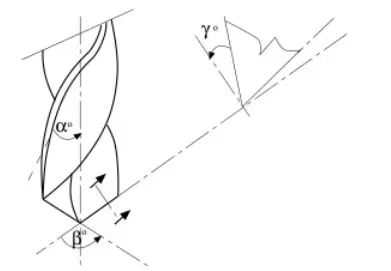
1. Spiralförmiger Winkel (β)
Der Schrägungswinkel β ist definiert als der Winkel zwischen der Tangentenlinie und der Bohrerachse an einem beliebigen Punkt am Schnittpunkt der äußeren zylindrischen Fläche des Bohrers und der Oberfläche der Spiralnut, und sein Referenzbereich liegt normalerweise zwischen β=18°30°. Die Größe des Schrägungswinkels hat einen erheblichen Einfluss auf die Schnittleistung des Bohrers. Nämlich:
Beeinflussen Sie das Halten und Ausschließen der Kühlschmierstoffe:Ein größerer Spiralwinkel kann den Raum der Spiralnut vergrößern, was für das Halten und Abgeben von Schneidflüssigkeit in den Schneidbereich förderlicher ist und auch den reibungslosen Abfluss von Spänen unterstützt, wodurch eine Beschädigung des Bohrers und eine Verschlechterung der Bearbeitungsoberflächenqualität durch Spanverstopfung vermieden werden.
Änderung des zugehörigen Spanwinkels:Die Größe des β wirkt sich direkt auf die Größe des Spanwinkels γ₀ aus. Mit zunehmender β nimmt der Spanwinkel an der Außenkante des Bohrers zu, die Schärfe der Schneide nimmt zu und die Schnittkraft ist arbeitssparender. Wenn die β jedoch zu groß ist, verringert sich der Spanwinkel in der Nähe der Mitte des Bohrers, was möglicherweise zu erhöhten Schnittkräften und einer verringerten Werkzeugfestigkeit führt. Daher ist es in der Praxis notwendig, den angemessenen Bereich des Schrägungswinkels in Abhängigkeit vom Verarbeitungsmaterial und den Schnittbedingungen umfassend zu berücksichtigen, um die Schnittleistung und die Werkzeugstärke auszugleichen.
2. Winkel der Klinge (2φ)
Der Kantenwinkel von 2φ bezieht sich auf den Winkel, der von den beiden Hauptschneiden auf eine parallel zu ihnen verlaufende Ebene projiziert wird, und der Wert beträgt im Allgemeinen 2φ=118° ± 2°。 Der Schnittwinkel hat einen tiefgreifenden Einfluss auf den Schneidprozess des Bohrers:
·Zugehörige Parameter der Schnittgeometrie :Die Größe von 2φ wirkt sich direkt auf viele schnittbezogene Faktoren aus, wie z. B. den Spanwinkel γ₀, die Schnittstärke, die Schnittbreite, die Spanabflussrichtung, die Wärmeableitung und die Haltbarkeit des Bohrers. Zum Beispiel kann eine größere Schneide es der Schneide erleichtern, während des Schneidvorgangs in das Werkstückmaterial zu schneiden, wodurch die Schnittstärke und -breite erhöht wird, aber gleichzeitig kann sie zu einer erhöhten Schnittkraft und schlechten Wärmeableitungsbedingungen führen. Umgekehrt macht ein kleinerer Kantenwinkel die Schneidkante flacher und die Schnittkraft ist relativ gering, aber die Schnitteffizienz kann verringert werden.
Anpassungsfähige Materialeigenschaften:Beim Bohren von Materialien mit hoher Plastizität und hoher Festigkeit ist eine entsprechende Vergrößerung des Schnittwinkels förderlich, um die Schnittleistung des Bohrers zu verbessern. Bei Materialien mit hoher Sprödigkeit und guter Verschleißfestigkeit kann die Wahl eines kleineren Kantenwinkels die Haltbarkeit des Bohrers verbessern. Dies liegt vor allem an den unterschiedlichen Schnitteigenschaften und der Empfindlichkeit gegenüber Schnittkräften und Schnittwärme verschiedener Materialien, und die Kraft- und Wärmeverteilung während des Schneidprozesses kann durch die Anpassung des Kantenwinkels optimiert werden, wodurch die Lebensdauer des Bohrers verlängert und die Bearbeitungsqualität verbessert wird.
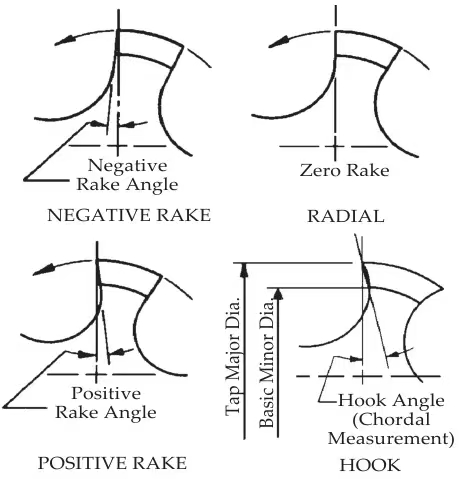
3. Vordere Ecke (γ₀)
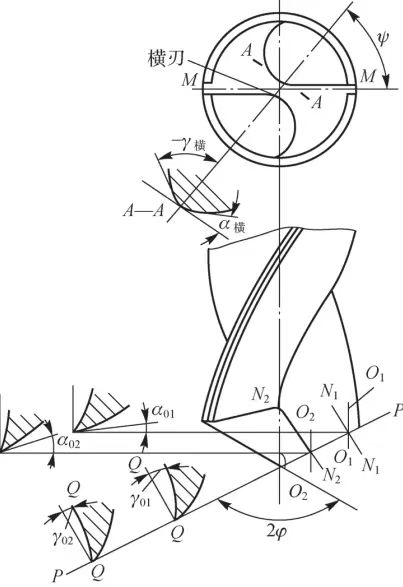
Der Spanwinkel γ₀ liegt innerhalb der P₀-Ebene des Bohrers und ist der Winkel zwischen Aγ und Pγ. Je nach Standort variiert der Referenzwert:
Der vordere Winkel an der Außenkante γ₀ (Außenkante) ist gleich dem Schrägungswinkel β;
Der Spanwinkel an der Innenkante beträgt -30° γ₀ (Innenkante);
・Der Spanwinkel an der Querkante γ (horizontale Kante) beträgt 54°- 60°Zwischen.
Der Spanwinkel hat einen wichtigen Einfluss auf den Schneidprozess:
Gleichgewicht zwischen Schnittkraft und Kantenfestigkeit:Je größer die γ₀, desto schärfer die Schneide, desto geringer ist die beim Schneiden erforderliche Schnittkraft und desto arbeitssparender ist der Schnitt; Gleichzeitig nimmt jedoch die Festigkeit der Schneide ab, die während des Schneidvorgangs zu Verschleiß und Abplatzungen neigt. Umgekehrt erhöht ein kleineres γ₀ die Kantenfestigkeit und kann größeren Schnittkräften standhalten, aber die Schnittkraft steigt entsprechend, was zu einer verringerten Schnitteffizienz und einer verringerten Oberflächenqualität führt.
Gesetz des Wandels und Einflussfaktoren:γ₀ nimmt von der Außenkante zur Mitte allmählich ab, was mit mehreren geometrischen Parametern wie dem Schrägungswinkel β, der Hauptdeklination κr und der Klingenneigung λs zusammenhängt. Während des Bohrvorgangs, da sich die Schnittposition von der Außenkante in die Mitte verschiebt, bewirkt das Zusammenspiel dieser geometrischen Parameter, dass sich der Spanwinkel ändert, was sich wiederum auf die Schnittleistung auswirkt. Daher ist es bei der Konstruktion und dem Schleifen von Bohrern notwendig, die sinnvolle Kombination geometrischer Parameter genau zu steuern, um sicherzustellen, dass die Spanwinkelverteilung während des gesamten Schneidprozesses den Anforderungen verschiedener Schnittpositionen gerecht wird und eine effiziente und stabile Schneidbearbeitung erreicht wird.
4. Rückenwinkel (αf)
Der Nachlaufwinkel αf ist definiert als der Winkel zwischen der A_a Fläche des Werkzeugs und dem P_f innerhalb P_f des ausgewählten Punktes, und der hintere Winkel in der Nähe der Querkante beträgt in der Regel αf=20°26°Zwischen. Seine Hauptfunktionen und Wirkungen sind wie folgt:
Reduzierung der Reibung und Verbesserung der Schneidumgebung:Durch die richtige Vergrößerung des ländlichen Winkels kann die Reibung zwischen dem Werkzeug A_a der Oberfläche und dem Werkstück verringert werden, wodurch die Schneidflüssigkeit leichter in den Schneidbereich fließen kann, wodurch die Ableitung von Schnittwärme erleichtert, die Schärfe der Schneidkante erhalten bleibt, die Schnittkraft reduziert und die Qualität der Bearbeitungsoberfläche verbessert wird. Dies liegt daran, dass ein kleiner Winkel zu einer Vergrößerung der Kontaktfläche zwischen Werkzeug und Werkstück führt, mehr Reibungswärme erzeugt, den Werkzeugverschleiß beschleunigt und es der Schneidflüssigkeit erschwert, den Schneidbereich reibungslos zu erreichen, was den Kühleffekt beeinträchtigt.
Zusammenhang zwischen Werkzeugfestigkeit und Vibration:Übermäßige Rauheit kann jedoch die Festigkeit der Schneide schwächen, wodurch das Werkzeug anfälliger für Vibrationen und Stiche während des Schneidens wird. Wenn die Festigkeit der Schneide nicht ausreicht, ist das Werkzeug anfällig für elastische Verformungen und Vibrationen unter Einwirkung der Schnittkraft, die nicht nur das Finish der bearbeiteten Oberfläche zerstören, sondern auch zu einem vorzeitigen Versagen des Werkzeugs führen. Daher erfordert die Auswahl des Sparrenwinkels eine umfassende Berücksichtigung von Faktoren wie Schneidmaterial, Schneiddosierung und Bohrerdurchmesser, um das beste Gleichgewicht zwischen der Reduzierung der Reibung und der Sicherstellung der Werkzeugfestigkeit zu erreichen.
5. Hauptdeklination (κr)
Die Hauptdeklination κr bezieht sich auf den Winkel zwischen der Projektion der Hauptschneide auf der Pγ-Ebene und der Richtung des Bohrvorschubs. Der Hauptdeklinationswinkel hat einen wichtigen Einfluss auf die Größe des Spanwinkels γ₀:
Beeinflussen Sie die Verteilung der vorderen Winkel:Das κr an jedem Punkt der Hauptschneide ist nicht gleich, normalerweise ist der Hauptdeklinationswinkel am Außendurchmesser größer und das Bohrzentrum kleiner. Diese Änderung des Hauptdeklinationswinkels entlang der Schneide führt dazu, dass sich der Spanwinkel entsprechend ändert, was sich wiederum auf die Schnittkraftverteilung und den Werkzeugverschleiß während des Schneidprozesses auswirkt. Beim Bohren ist die Schnittgeschwindigkeit am Außendurchmesser höher, wodurch die Hauptschneidarbeit ausgeführt wird, und der große Hauptdeklinationswinkel macht den Spanwinkel an dieser Stelle relativ groß, was dazu beiträgt, die Schnittkraft zu reduzieren und die Schnitteffizienz zu verbessern. Im Bohrzentrum kann aufgrund der niedrigen Schnittgeschwindigkeit der kleine Hauptdeklinationswinkel eine gewisse Werkzeugfestigkeit gewährleisten und einen übermäßigen Verschleiß und eine Beschädigung des Werkzeugs beim Schneiden mit niedriger Geschwindigkeit vermeiden.
Optimierter Schneidprozess :Durch eine vernünftige Gestaltung der Verteilung des Hauptdeklinationswinkels kann die Kraft- und Wärmeverteilung während des Schneidprozesses optimiert werden, wodurch die Gesamtschneidleistung des Bohrers verbessert wird. Bei der Bearbeitung von Werkstoffen unterschiedlicher Härte und Festigkeit kann beispielsweise durch die richtige Einstellung des Hauptdeklinationswinkels die Schnittkraft besser auf die Schneide verteilt werden, wodurch lokale Überlastung und Werkzeugverschleiß reduziert, die Lebensdauer des Bohrers verlängert und die Bearbeitungsgenauigkeit und Oberflächenqualität verbessert werden.
6. Neigungswinkel der Klinge (λs)
Die Kantenneigung λs ist der scharfe Winkel zwischen der Schneide und der P_s innerhalb der P_s Ebene. Seine Hauptfunktionen und -merkmale sind wie folgt:
Steuern Sie die Richtung des Spanabflusses:Die Hauptaufgabe von λs besteht darin, die Richtung des Spanausflusses zu steuern. Wenn λs negativ ist, fließen Späne zur bearbeiteten Oberfläche des Werkstücks, was dazu beiträgt, die Reibung und Verstopfung von Spänen an der Schneidkante zu reduzieren, die Schnittkräfte zu reduzieren und auch das reibungslose Eintreffen der Schneidflüssigkeit in den Schneidbereich zu erleichtern. Darüber hinaus kann der negative Kantenneigungswinkel auch dazu führen, dass die Schneide während des Schneidvorgangs allmählich in das Werkstückmaterial einschneidet, wodurch die Schnittbelastung reduziert und die Stabilität des Schneidprozesses verbessert wird.
Beeinflusst die Festigkeit der Schneide und die Verteilung der Schnittkraft:Die Größe der Kantenneigung beeinflusst auch die Festigkeit der Kantenspitze sowie die Variation von γ₀ und die Verteilung der Schnittkräfte. Mit der Erhöhung des Absolutwertes des Kantenneigungswinkels wird das Phänomen der Spannungskonzentration an der Kantenspitze gemildert und die Kantenfestigkeit nimmt entsprechend zu. Gleichzeitig ändert sich jedoch auch die Verteilung der Schnittkräfte auf der Schneide, was zu Änderungen in der Richtung der Schnittkräfte führen kann, was sich wiederum auf die Qualität und Genauigkeit der bearbeiteten Oberfläche auswirkt. Daher ist es notwendig, bei der Auswahl der Kantenneigung die Anforderungen an die Schnittstabilität und die Oberflächengüte der Bearbeitung sowie die Festigkeit und Haltbarkeit des Werkzeugs umfassend zu berücksichtigen.
7. Abschrägung der horizontalen Klinge (ψ)
Die Abschrägung der Querkante bezieht sich ψ auf den Winkel zwischen der Querkante und der Hauptschneide in der Endflächenprojektion des Bohrers, und ihr Referenzbereich beträgt ψ = 47°55°。 Die Fase der Querkante spielt eine wichtige Rolle für das Zentrierverhalten des Bohrers:
Zentrierprinzip: Eine große Querkantenfase kann das Schneiden der Querkante in das Werkstückmaterial in der Anfangsphase des Bohrens erleichtern und so eine kleinere Kontaktfläche zwischen Schneide und Werkstück bilden, was der Zentrierung des Bohrers förderlich ist. Wenn der Bohrer mit dem Schneiden beginnt, kann der Bohrer mit einer großen Querkantenfase die Mittelposition des bearbeiteten Lochs genauer ausrichten, den Versatz und das Schwingen des Bohrers im Moment des Bohrens reduzieren und die Bearbeitungsgenauigkeit des Lochs verbessern.
Zusammenhang mit dem Rückenwinkel: Es besteht eine gewisse Korrelation zwischen dem Fasenwinkel des Quermessers und dem αf des Rückenwinkels. Wenn der Nachlaufwinkel αf zunimmt, nimmt die Fasen ψ der Querkante entsprechend ab. Daher ist es beim eigentlichen Schleifen von Bohrern notwendig, die sinnvolle Kombination des Stützwinkels und des Schrägwinkels der Querkante umfassend zu berücksichtigen, um sicherzustellen, dass der Bohrer nicht nur eine gute Schnittleistung aufweist, sondern auch die Zentrieranforderungen erfüllen kann, und Probleme mit der Bearbeitungsqualität wie Durchbiegung und Vergrößerung des Lochs zu vermeiden, die durch eine schlechte Zentrierung verursacht werden, die durch den kleinen Schrägwinkel der Querkante verursacht wird.
8. Horizontale Klinge (bψ)
Die Querkante ist der Schnittpunkt der beiden A_a Seiten des Bohrers, und ihr Längenbezugswert ist ψ (d ist der Durchmesser des Bohrers). Der Einfluss der Querschneide auf den Bohrprozess zeigt sich vor allem in folgenden Aspekten:
Axialer Widerstand und Festigkeit:Die Länge der Querkante wirkt sich direkt auf den axialen Widerstand und die Festigkeit der Kante beim Bohren aus. Wenn die Querkante zu lang ist, führt die Erhöhung der Schnittkraft zu einer Erhöhung des Vorschubwiderstands des Bohrers in Schnittrichtung, wodurch der Bohrvorgang nicht gleichmäßig genug wird, und auch der Verschleiß des Werkzeugs an der Querkante beschleunigt und die Lebensdauer des Werkzeugs verringert wird.
Zentrier- und Bearbeitungsgenauigkeit:Auch die Länge der Querkante wirkt sich auf die Zentrierwirkung des Bohrers aus. Eine kürzere Querkante trägt zur Verbesserung der Zentriergenauigkeit des Bohrers bei, da die kurze Querkante in der Anfangsphase des Bohrens eher in die Mitte des Werkstückmaterials schneidet, wodurch ein kleinerer Schnittwiderstand entsteht, wodurch der Bohrer entlang der vorgegebenen Lochachsenrichtung genauer schneiden kann, wodurch die Bearbeitungsgenauigkeit der Bohrung verbessert wird. Unter der Prämisse, die Festigkeit des Werkzeugs zu gewährleisten, ist die entsprechende Reduzierung der Länge der Querkante daher eine der effektivsten Möglichkeiten, die Qualität der Bohrbearbeitung zu verbessern.
9. Dicke des Bohrkerns [κ(2γc)]
Die Bohrkerndicke κ bezieht sich auf die Mittendicke des Bohrers, und ihr Referenzbereich ist κ = (0,125 0,2)d. Die Dicke des Bohrkerns spielt eine Schlüsselrolle für die Festigkeit und Zentrierung des Bohrers:
Festigkeitsgarantie:Je größer die Dicke des Bohrkerns, desto größer ist die Festigkeit des Mittelteils des Bohrers. Während des Bohrvorgangs muss der Bohrer einer großen axialen Schnittkraft und einem Torsionsschnittmoment standhalten, und eine ausreichende Bohrkerndicke kann die Biege- und Torsionsfestigkeit des Bohrers verbessern, ein Brechen des Bohrers oder eine übermäßige Verformung des Bohrers während des Schneidvorgangs verhindern, um den reibungslosen Ablauf des Bohrvorgangs und die Lebensdauer des Bohrers zu gewährleisten.
Gleichgewicht zwischen Zentrierwirkung und Widerstand:Die Erhöhung der Bohrkerndicke trägt dazu bei, die Zentrierwirkung des Bohrers zu verbessern, da ein dickerer Bohrkern den Bohrer stabiler abstützen und führen kann, so dass der Bohrer während des Schneidvorgangs eine gute axiale Stabilität beibehalten und den Schwenk und Versatz des Bohrers reduzieren kann. Durch die Zunahme der Dicke des Bohrkerns kommt es aber auch zu einer Erhöhung des Axialwiderstands, was sich bis zu einem gewissen Grad auf die Schnittleistung und den Vorschub des Bohrers auswirken kann. Daher ist es bei der Konstruktion von Bohrern notwendig, das optimale Gleichgewicht zwischen den Festigkeits- und Zentriervorteilen zu finden, die durch die Dicke des Bohrkerns und die Erhöhung des axialen Widerstands mit sich gebracht werden, um die beste Schnittleistung des Bohrers zu erzielen.
Zusammenfassend lässt sich sagen, dass die geometrischen Parameter von Bohrern miteinander in Beziehung stehen und sich gegenseitig beeinflussen, und die sinnvolle Gestaltung und Optimierung jedes Parameters spielen eine nicht zu vernachlässigende Rolle für den Gesamteffekt des Bohrens. In praktischen Anwendungen kann je nach Verarbeitungsmaterial, Schnittbedingungen und Verarbeitungsanforderungen durch den umfassenden Kompromiss und die präzise Einstellung von geometrischen Parametern wie Schrägungswinkel, Kantenwinkel, Spanwinkel, Rückenwinkel, Hauptdeklinationswinkel, Kantenneigungswinkel, Querkantenschrägwinkel, Querkanten- und Bohrkerndicke die Schnittleistung des Bohrers voll ausgenutzt und die Bearbeitungseffizienz, Bearbeitungsgenauigkeit und Werkzeughaltbarkeit verbessert werden, um eine effiziente, qualitativ hochwertige und kostengünstige Bohrbearbeitung zu erreichen. In Zukunft, mit der kontinuierlichen Weiterentwicklung der Schneidtheorie und dem kontinuierlichen Fortschritt der Fertigungstechnologie, wird die eingehende Untersuchung und Optimierung der geometrischen Parameter des Bohrers mehr Innovationen und Durchbrüche in die Maschinenbauindustrie bringen und die Bohrtechnologie auf ein höheres Niveau bringen.