14
2025.1
автор
184
Объем чтения
ОдинПонятие шероховатости поверхности
Шероховатость поверхности отражает микроскопические геометрические ошибки на поверхности обрабатываемой детали. В основном он образуется из-за трения между поверхностью инструмента и деталью в процессе обработки, пластической деформации поверхностного металлического слоя при разделении резания и высокочастотной вибрации технологической системы. Шероховатость поверхности отличается от макрогеометрической погрешности поверхности, в основном вызванной погрешностью геометрической точности станка: она также отличается от поверхностной волны между макро- и микрогеометрическими ошибками, в основном вызванными вибрацией, теплом, дисбалансом вращающегося тела и другими факторами системы станок-инструмент-заготовка в процессе обработки, но относится к микроскопическим геометрическим характеристикам, состоящим из малых интервалов и пиков и впадин на обрабатываемой поверхности.
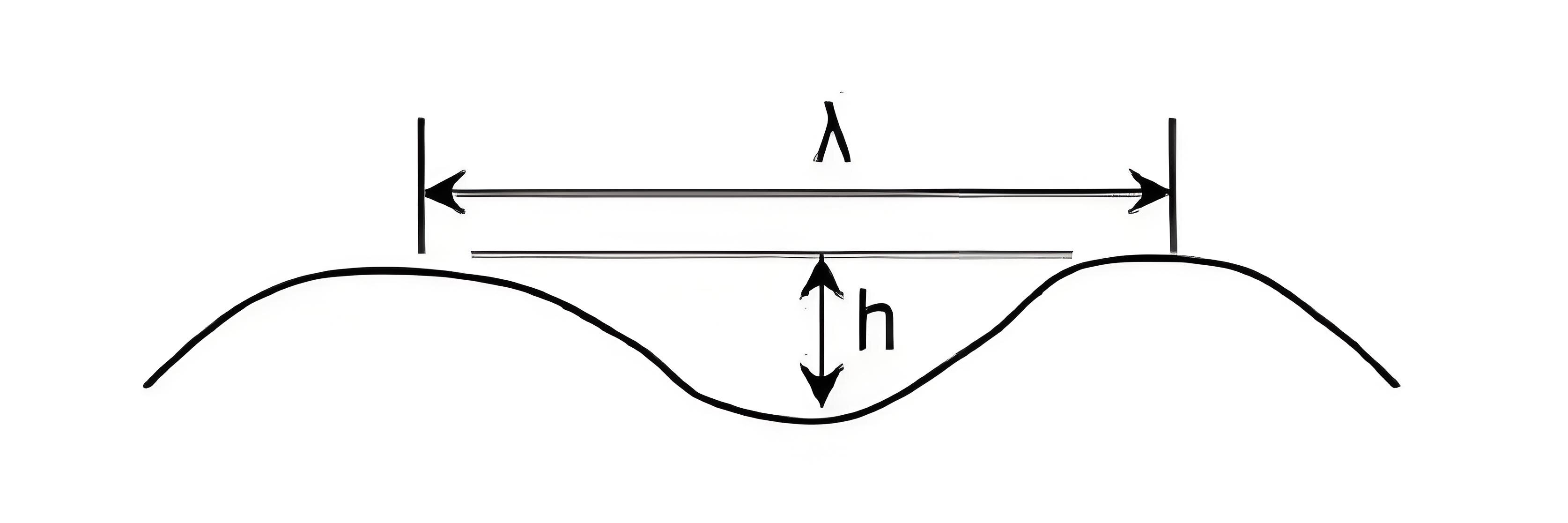
Не существует строгих стандартов для трех классификаций шероховатости поверхности, поверхностной волны и ошибки формы. Обычно его делят в зависимости от расстояния между флуктуациями формы сигнала и h-отношения амплитуды. Если она меньше 40 – это шероховатость поверхности, а если 40-1000 – это поверхностная волна. Если оно больше 1000, это ошибка формы.
ДваВлияние шероховатости поверхности на деталь
1. Влияние на трение и износ. Чем шероховатее поверхность, тем быстрее износ;
2. Влияние на характер сотрудничества. Чем шероховатее поверхность, тем нестабильнее посадка;
3. Влияние на усталостную прочность. Чем шероховатее поверхность, тем ниже усталостная прочность;
4. Влияние на жесткость контакта. Чем шероховатее поверхность, тем ниже жесткость контакта;
5. Влияние на коррозионную стойкость. Чем шероховатее поверхность, тем легче вызвать поверхностную ржавчину;
6. Это оказывает большое влияние на герметизацию, качество внешнего вида и покрытие поверхности.
ТриОценены основные параметры шероховатости поверхности
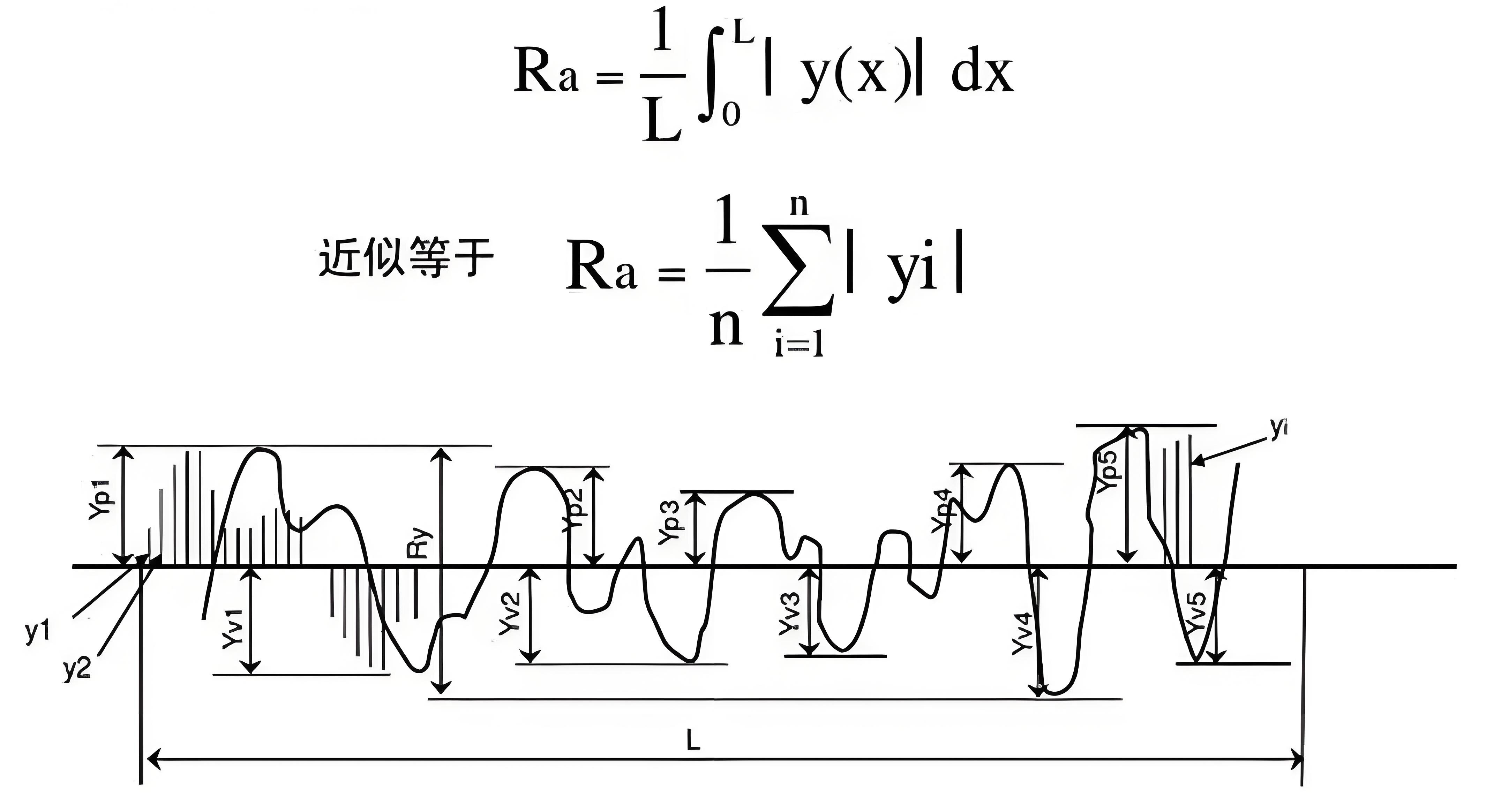
Среднее отклонение контурной арифметики Ra
Среднее арифметическое абсолютного значения расстояния от каждой точки до исходной линии Yi по фактическому контуру измеренной длины в пределах длины выборки.
ЧетыреХарактеристики поверхности и применение шероховатости поверхности
Серия Ra 1: 0,012, 0,025, 0,050, 0,100, 0,20, 0,40, 0,80, 1,6, 3,2, 6,3, 12,5, 25, 50, 100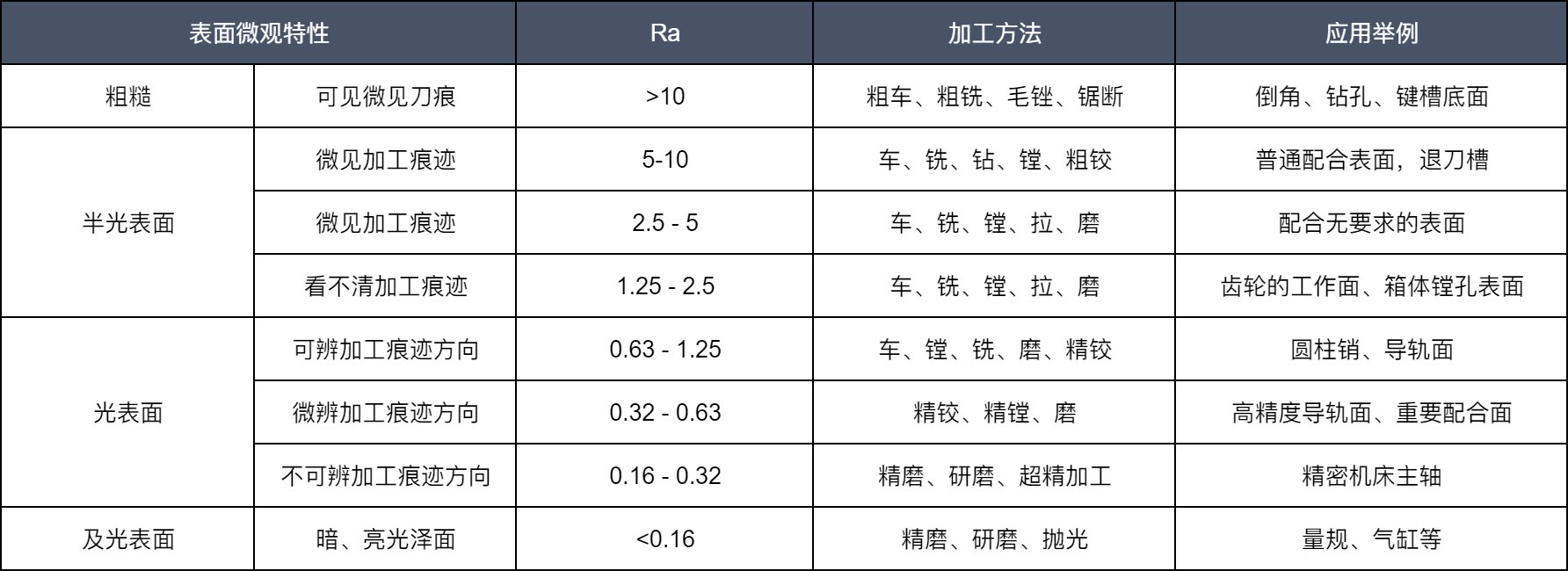
Примечание: При Ra=0.80 обычная токарная и фрезерная обработка уже затруднена в обработке
ПятьОпределение шероховатости поверхности
1. Сравнительный метод:Сравнение измеряемой поверхности с образцом шероховатости;
2. Метод легкой резки:фотовырезанный микроскоп;
3. Метод интерференции:интерференционная микроскопия;
4. Контурный метод:моторизованный профайлер;
5. Метод сканирования:Лазерный или инфракрасный сканирующий контурный сканер.
6. Допуск формы и положения
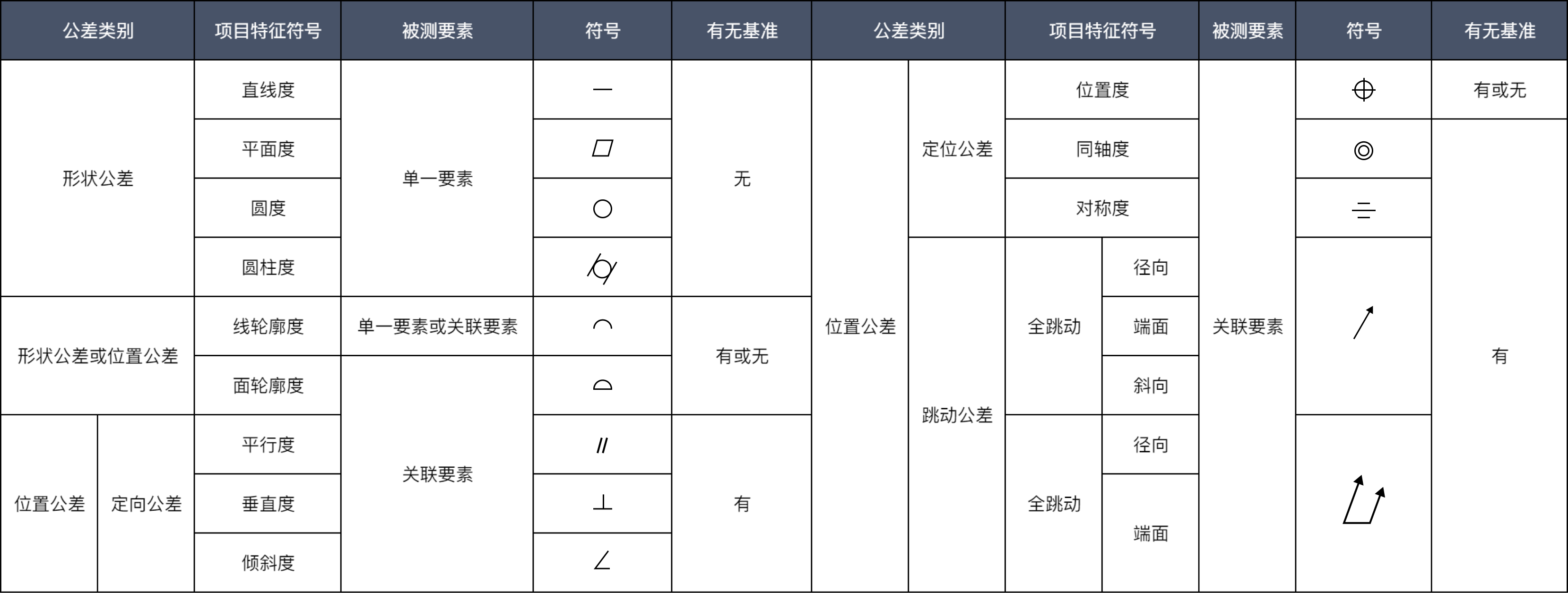
1. Допуск формы и положения, также известный как «геометрический допуск» в международных стандартах и национальных стандартах, используется для контроля фактической формы, направления и взаимного положения каждого элемента на детали относительно идеальной формы, направления и взаимного положения степени отклонения для обеспечения геометрической точности детали.
2. Классификация и основные условные обозначения морфологических и позиционных допусков;