
12
2025.8
Verfasser
94
Lesevolumen
Titanlegierungswerkstoffe sind mit ihrer hohen Festigkeit, geringen Dichte und guten Korrosionsbeständigkeit zu wichtigen technischen Werkstoffen geworden, die das Gewicht von Strukturteilen erheblich reduzieren können, während sie die erforderliche Leistung und Zuverlässigkeit von Strukturteilen erfüllen, und werden häufig in der Luft- und Raumfahrt, im Schiffbau, in der Petrochemie, im Automobilbau und in anderen Bereichen eingesetzt. Aufgrund der Eigenschaften der Titanlegierung wie hohe Festigkeit, hohe Härte und geringe Wärmeleitfähigkeit wird die Temperatur der Werkzeugspitze während des Verarbeitungsprozesses zu stark konzentriert, was zu schnellem Verschleiß und Ausfall des Werkzeugs führt, die Lebensdauer des Werkzeugs verkürzt und die Kosten für das Schneiden und Bearbeiten erhöht. Bei einer hohen Zerspanungsleistung erhöht der Werkzeugverschleiß auch die Reibung zwischen der Schneide und dem Werkstück, wodurch die Schnittkraft erhöht wird, was zu einer Verschlechterung der Oberflächenbearbeitungsqualität des Werkstücks und sogar zu dem Problem der Teileverschrottung führt. Daher ist es notwendig, einen geeigneten Kühlschmierstoff auszuwählen, um die Oberflächenbearbeitungsqualität des Werkstücks durch Kühlung und Schmierung zu verbessern, den Werkzeugverschleiß zu verlangsamen, die Werkzeuglebensdauer zu verlängern, die Werkzeugbeschaffungskosten zu senken und die Anforderungen an die Reduzierung des Energieverbrauchs, eine umweltfreundliche, kohlenstoffarme und nachhaltige Entwicklung zu erfüllen. In Anbetracht der oben genannten Probleme, basierend auf der breiten Anwendung von Titanlegierungen in der Luft- und Raumfahrtindustrie und den Anforderungen an die Qualität der Präzisionsbearbeitung entsprechender Komponenten, stellt diese Arbeit relevante Forschungen zur Bewertung der Anpassungsfähigkeit der Bearbeitungsleistung von Titanlegierungen auf der Grundlage verschiedener Kühlschmierstoffe vor und bietet eine wissenschaftliche Grundlage für die optimale Auswahl und Anwendung von Kühlschmierstoffen.
2 Experimentelle Bedingungen
2.1 Experimentierplattform und -ausrüstung
Das Versuchsmaterial ist eine TC4-Legierung, und nach dem Glühen beträgt die Mikrohärte des Materials etwa HRC 35. Es wird ein vierschneidiger Vollhartmetall-Schaftfräser mit einem Nenndurchmesser von 16 mm und einer Grundwerkstoffsorte K20-K40 verwendet, und die Werkzeugoberfläche ist mit einer 3 μm dicken TiAlSiN-Beschichtung überzogen.
Die Versuchsausrüstung verwendet das vertikale Bearbeitungszentrum VDM850 (Drehzahlbereich 50 ~ 8 000 U / min, maximale Leistung beträgt 15 kW). Ein Kraftmessgerät (Kistler 9257B, Schweiz) wurde verwendet, um Schnittkraftsignale zu sammeln. adoptierenMessgerät für Oberflächenrauheit(Mahr MarSurf M300C, Deutschland) zur Messung der Oberflächenrauheit während des Schneidens; Das Dino-Lite Digitalmikroskop (DDC-Kamera) wurde verwendet, um die Breite des Verschleißbandes der hinteren Rotorblattoberfläche zu messen. Das Verarbeitungssystem ist in Abbildung 1 dargestellt.

Abb.1 Frässystem aus Titanlegierung
2.2 Versuchsprotokoll
Das kontinuierliche Hochgeschwindigkeitsschneiden von Werkstücken aus Titanlegierungen (Größen von 100 mm× 50 mm×50 mm) wurde unter den Bedingungen des Kühlschmierstoffs A bzw. des Kühlschmierstoffs B durchgeführt und die Schnittgeschwindigkeit, der Vorschub pro Zahn, die Schnittbreite, die Schnitttiefe und die Parameter des Schnittprozesses wurden umfassend aus der Schnittgeschwindigkeit, dem Vorschub pro Zahn, der Schnittbreite, der Schnitttiefe und den Bearbeitungsprozessparametern des Schneidprozesses bewertet. In Bezug auf die Messung und Aufzeichnung von Daten: Das Schnittkraftsignal in diesem Intervall wird mit Hilfe eines Kraftmessgeräts erfasst; Das Oberflächenrauheitsmessgerät wurde verwendet, um die Rauheit von drei verschiedenen Positionen der Schnittfläche entlang der Vorschubrichtung zu messen, und der Durchschnittswert wurde aufgezeichnet, um den Einfluss der beiden Kühlschmierstoffe auf die Oberflächenbearbeitungsqualität der Titanlegierung zu analysieren. Mit dem Dino-Lite Digitalmikroskop wurde die hintere Schnittfläche der vier Schneidkanten des Schaftfräsers beobachtet, ihre Verschleißmorphologie fotografiert und die Breite des Verschleißbandes vermessen, um indirekt den Einfluss der beiden Kühlschmierstoffe auf die Standzeit der Werkzeuge zu beurteilen. Wenn die Breite des Verschleißbandes auf der Rückseite des Werkzeugs 0,3 mm erreicht, erreicht das Werkzeug den Standard der Stumpfheit.
3 Ergebnisse und Analyse
3.1 Oberflächenrauheit
Die Ergebnisse sind in Abb. 2 dargestellt, der Vorschub pro Zahn hat einen relativ signifikanten Einfluss auf die Oberflächenrauheit, da mit der Zunahme jedes Zahnvorschubs auch die Schnittkraft zunimmt, was zu einer leichten Vibration der Schneidkante führt, so dass die Teile eine elastoplastische Verformung erzeugen, die zu einem Überschneiden oder Hinterschneiden von Teilen führt, so dass die Oberflächenrauheit allmählich zunimmt; Auf die gleiche Weise nimmt mit zunehmender Schnitttiefe auch die vom Werkzeug aufgenommene Schnittkraft zu, und die Oberflächenrauheit nimmt im Allgemeinen mit zunehmender Schnitttiefe zu. Unter den Testbedingungen nimmt die Schnitteffizienz der Schneide mit zunehmender Schnittgeschwindigkeit zu, so dass eine Verringerung der Schnittkraft dazu beitragen kann, den Wert der Oberflächenrauheit zu verringern, was zu einer leichten Abnahme des Oberflächenrauheitswerts führt. Vergleicht man die beiden Kühlschmierstoffe, so ist die Oberflächenrauheit des Werkstücks aus Titanlegierung mit den Bearbeitungsparametern im Grunde gleich, aber die Gesamtoberflächenrauheit der Titanlegierung ist etwas geringer, wenn der Kühlschmierstoff A verwendet wird, und es kann eine bessere Oberflächenbearbeitungsqualität erzielt werden.
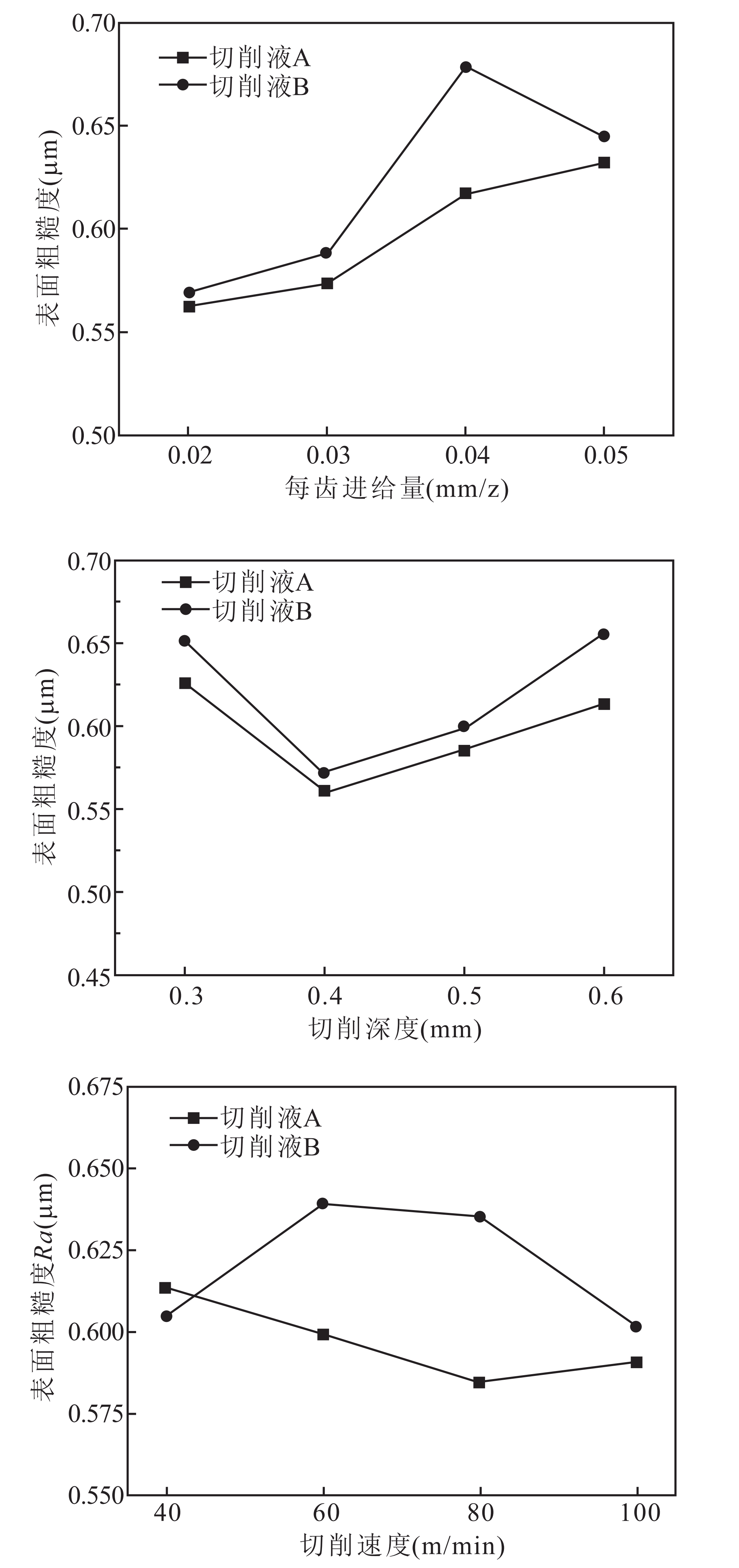
Abb.2 Auswirkungen von zwei Prozessparametern auf die Oberflächenqualität unter dem Kühlschmierstoff
Abb. 3 zeigt die Oberflächentopographie des Werkstücks aus Titanlegierung, fotografiert mit dem 3D-Laserscanning-Mikroskop von Keyence, und unter dem gleichen Fräsprozess (vc=80 m/min, fz=0,03 mm/z, ap=0,6 mm, ae=12 mm) ist die durchschnittliche Abweichung der Kontur der mit Kühlschmierstoff A bearbeiteten Oberfläche kleiner als die des Kühlschmierstoffs B, und die Oberfläche ist flacher.
Der Kühlschmierstoff A und der Kühlschmierstoff B werden zum Fräsen der Titanlegierung verwendet, und der Schneidprozess des Werkzeugs und der Oberflächenrauheitswert des bearbeiteten Werkstücks aus Titanlegierung werden geprüft und aufgezeichnet, und die Prozessparameter werden aufgezeichnet:Vc=80 m/min,Fz=0,025 mm/z,AP= 0,5 mm, ae = 10 mm, und die beim Schneiden des Werkzeugs aufgezeichnete Oberflächenrauheit ist in Tabelle 1 dargestellt.

(a) Kühlschmierstoff A (b) Kühlschmierstoff B
Abb.3 Vergleich der Oberflächenmorphologie von zwei Arten von Bearbeitungsflüssigkeiten
Tabelle 1 Oberflächenrauheitswerte beim Fräsen von Titanlegierungen unter zwei Kühlschmierstoffbedingungen

Während des Werkzeugzerspanungsprozesses ist das Änderungsgesetz der Oberflächenrauheit des Werkstücks in Abb. 4 dargestellt.
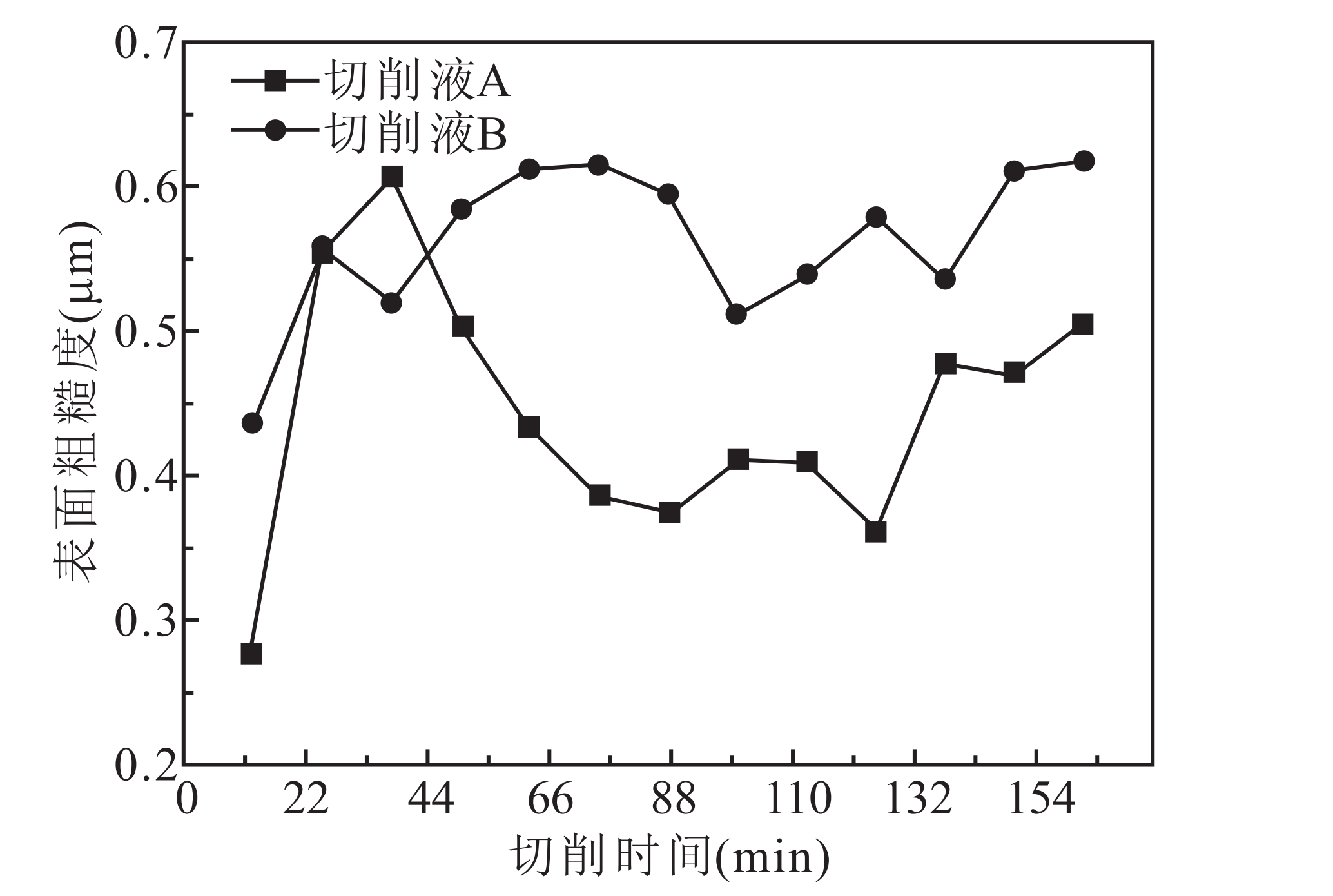
Abb.4 Der Wert der Oberflächenrauheit Ra unter den beiden Kühlschmierstoffen ändert sich mit der Schnittzeit
Da das Werkzeug scharf genug ist, kann in der frühen Phase der Schneidbearbeitung eine gute Oberflächenbearbeitungsqualität erzielt werden, wenn beide Kühlschmierstoffe verwendet werden, und der Oberflächenrauheitswert Ra ist niedrig. Mit dem anfänglichen Verschleiß des Werkzeugs steigt der Oberflächenrauheitswert Ra des Werkstücks allmählich an. Nach Eintritt in die stabile Schnittperiode stabilisierte sich die Oberflächenqualität des Werkstücks allmählich, und der Ra betrug unter der Bedingung des Kühlschmierstoffs A etwa 0,45 μm. Ra beträgt etwa 0,55 μm unter Schneidflüssigkeit B-Bedingungen; Mit zunehmender Schnittzeit verstärkt sich der Werkzeugverschleiß und der von den beiden verwendeten Kühlschmierstoffen erhaltene Wert der Oberflächenrauheit Ra nimmt tendenziell zu. Im Allgemeinen ist die Oberflächenbearbeitungsqualität, die durch die Verwendung des Kühlschmierstoffs A erzielt wird, besser, und die Oberflächenrauheit des Werkstücks während der Plateauphase wird im Vergleich zum Kühlschmierstoff B um etwa 20 % reduziert.
3.2 Oberflächenhärte
Wie in Abb. 5 gezeigt, wurden zwei Kühlschmierstoffe zum Schneiden der Titanlegierung verwendet, die Oberflächenmikrohärte des Werkstücks aus Titanlegierung getestet und die Oberflächenhärtung des Werkstücks nach der Bearbeitung analysiert.
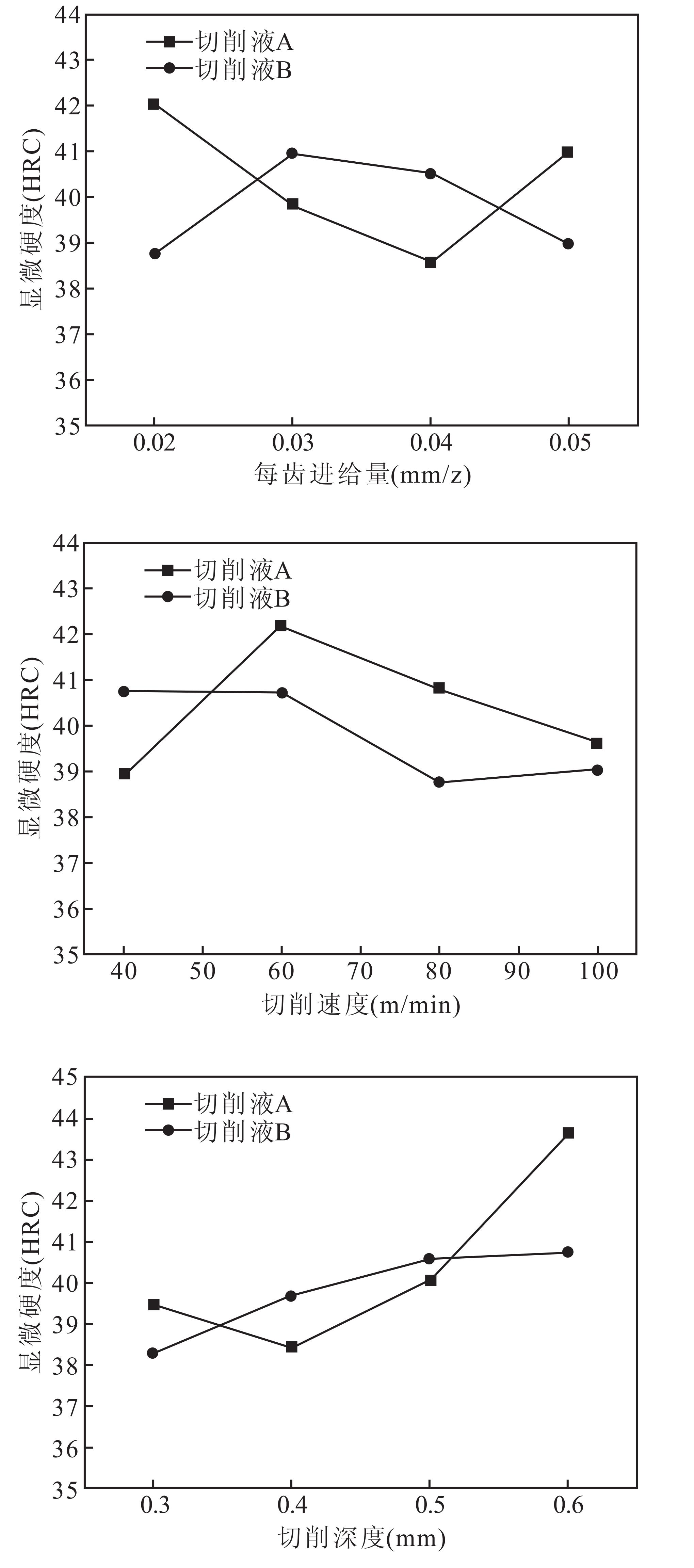
Abb.5 Auswirkungen von zwei Prozessparametern unter Kühlschmierstoff auf die Kaltverfestigung
Der Einfluss der Schnitttiefe auf die Mikrohärte der Oberfläche ist relativ signifikant, mit zunehmender Schnitttiefe steigt der Mikrohärtewert, da die Zunahme der Schnitttiefe einen größeren Werkzeugverschleißwiderstand bedeutet und die Extrusion der Werkzeugoberfläche auf der Werkstückoberfläche gleichzeitig intensiviert wird, was zu einer Erhöhung der Kaltverfestigung führt, was zu einer Erhöhung der Mikrohärte der Oberfläche des Werkstücks führt. Mit zunehmender Schnittgeschwindigkeit nimmt die Schnittkraft entsprechend ab, und die Extrusionskraft auf der Oberfläche des Werkstücks nach dem Werkzeug nimmt ebenfalls relativ ab, und die Mikrohärte der Werkstückoberfläche nimmt tendenziell ab. Bei gleichen Bearbeitungsparametern nimmt mit zunehmendem Zahnvorschub auch die vom Werkzeug empfangene Schnittkraft zu, was zu einer leichten Vibration der Schneide führt, und die Extrusionskraft auf der Oberfläche des Werkstücks hinter dem Werkzeug ändert sich ebenfalls leicht, so dass die Oberflächenhärte bei 40 HRC schwankt. Im Allgemeinen ist die Mikrohärte der Oberfläche des Werkstücks unter der Bedingung der Schneidflüssigkeit A etwas höher, liegt jedoch im Bereich von 38 ~ 42 HRC, und die Wirkung der Schneidflüssigkeit auf die Kaltverfestigung ist nicht signifikant.
3.3 Eigenspannung
Abb. 6 zeigt das Änderungsgesetz der Eigenspannung in Vorschubrichtung der Bearbeitungsfläche unter verschiedenen Bearbeitungsparametern, und die von der bearbeiteten Oberfläche erzeugte Eigenspannung ist die Druckeigenspannung, von der der wichtigste Einfluss die Schnitttiefe ist, da mit der Zunahme der Schnitttiefe unter der Extrusionswirkung eines größeren Messerwiderstands die plastische Verformung der Materialoberfläche verstärkt und die Druckeigenspannung zunimmt. Dies kann auf die gute Kühl- und Schmierwirkung der Schneidflüssigkeit A zurückzuführen sein, die besser einen Schmierfilm bilden kann und eine bessere Adsorptions- und Filmdurchdringungsfähigkeit aufweist, wodurch die Reibung zwischen der vorderen Werkzeugoberfläche und dem Span sowie der hinteren Werkzeugoberfläche und der Oberfläche des bearbeiteten Werkstücks verringert wird, um den durch die Schnittwärme verursachten Volumenausdehnungseffekt des Materials zu schwächen, dh die durch die thermische Belastung verursachte Restzugspannung wird reduziert, wodurch die Ermüdungsfestigkeit der Bearbeitungsoberfläche der Titanlegierung verbessert wird.
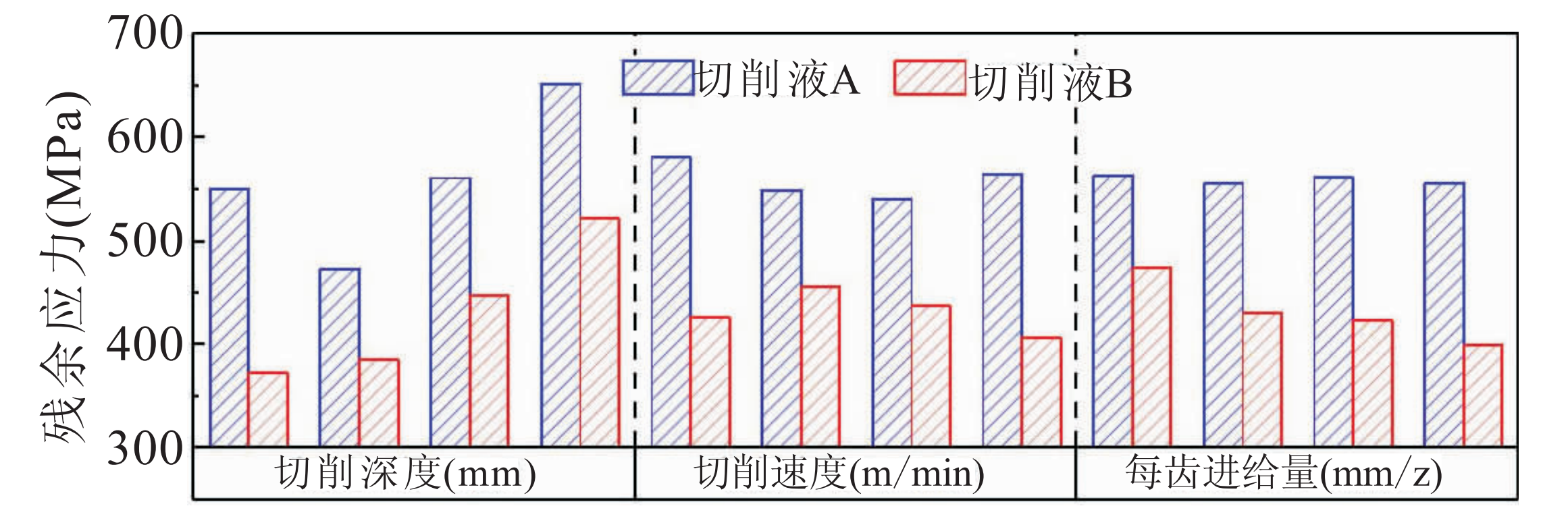
Abb.6 Auswirkungen von zwei Prozessparametern unter dem Kühlschmierstoff auf die Eigenspannung
3.4 Schnittkräfte
Unter den beiden Kühlschmierstoffbedingungen wurden die Schnittzeit und die Schnittkraft in jede Richtung getestet und aufgezeichnet, und die Prozessparameter waren VC = 80 m/min, FZ = 0,025 mm/z, AP = 0,5 mm, AE = 10 mm, und die Änderungen der Schnittkraft in jede Richtung mit der Schnittzeit sind in Tabelle 2 dargestellt.
Tabelle 2 Schnittkraft beim Fräsen von Titanlegierungen unter zwei Kühlschmierstoffbedingungen
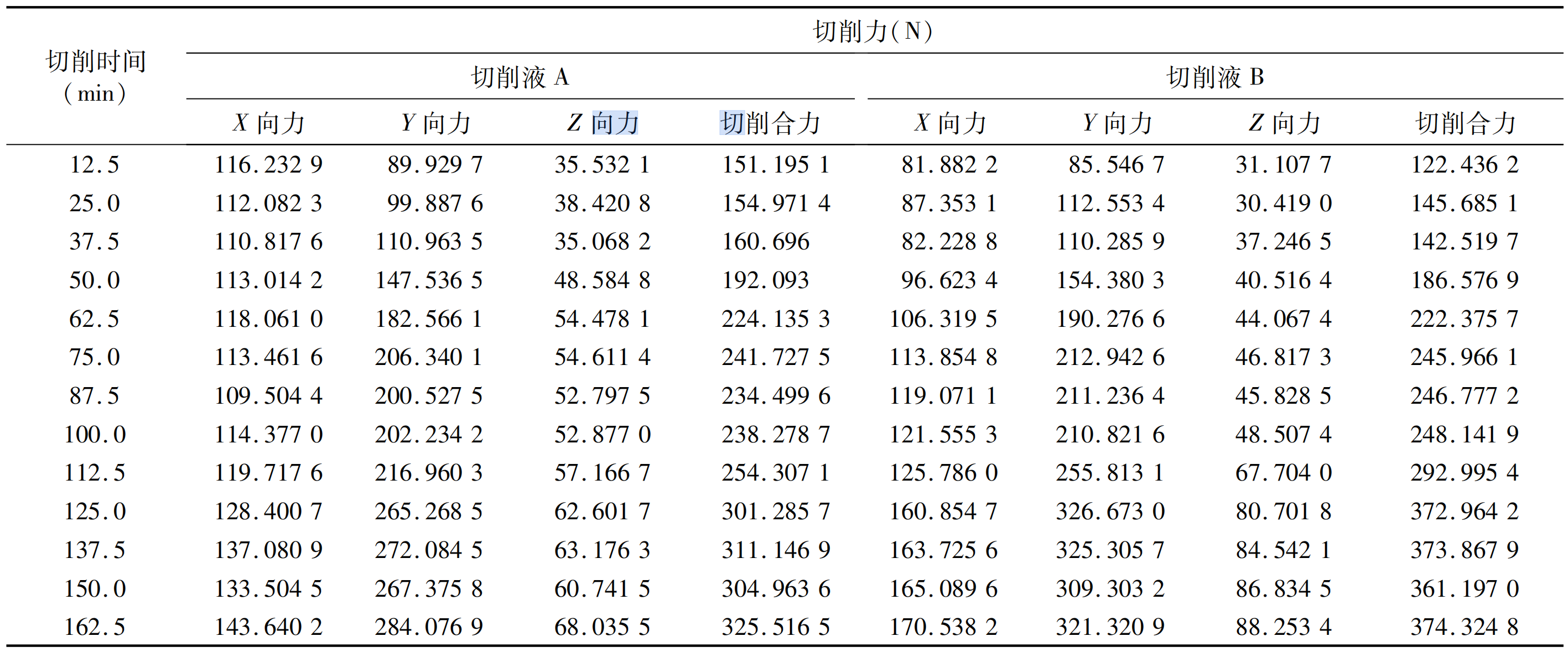
Abb. 7 zeigt die Änderung der Schnittkraft in alle Richtungen mit der Schnittzeit im Werkzeugverschleißversuch. Die Schnittkraft in den drei Richtungen X, Y und Z unter den beiden Kühlschmierstoffen schwankt in der Anfangsphase des Verschleißes leicht und tritt dann in den stabilen Schnittbereich ein, und die Schnittkraft in alle Richtungen zeigt mit zunehmender Schnittzeit einen stetigen Aufwärtstrend. Wenn die Schnittzeit mehr als 100 Minuten beträgt, beginnt die vom Werkzeug unter der Bedingung der Kühlflüssigkeit A erzeugte Schnittkraft deutlich geringer zu sein als die Schnittkraft unter der Bedingung der Kühlschmierstoffe B, die um etwa 15 % reduziert wird, was mit der Kühlflüssigkeit A bei der Verlangsamung des Verschleißes des Werkzeugs zusammenhängen kann. Die Reibung zwischen der hinteren Werkzeugoberfläche und der Oberfläche des bearbeiteten Werkstücks macht die vom Werkzeug erzeugte Schnittkraft unter der Bedingung des Kühlschmierstoffs A relativ gering.
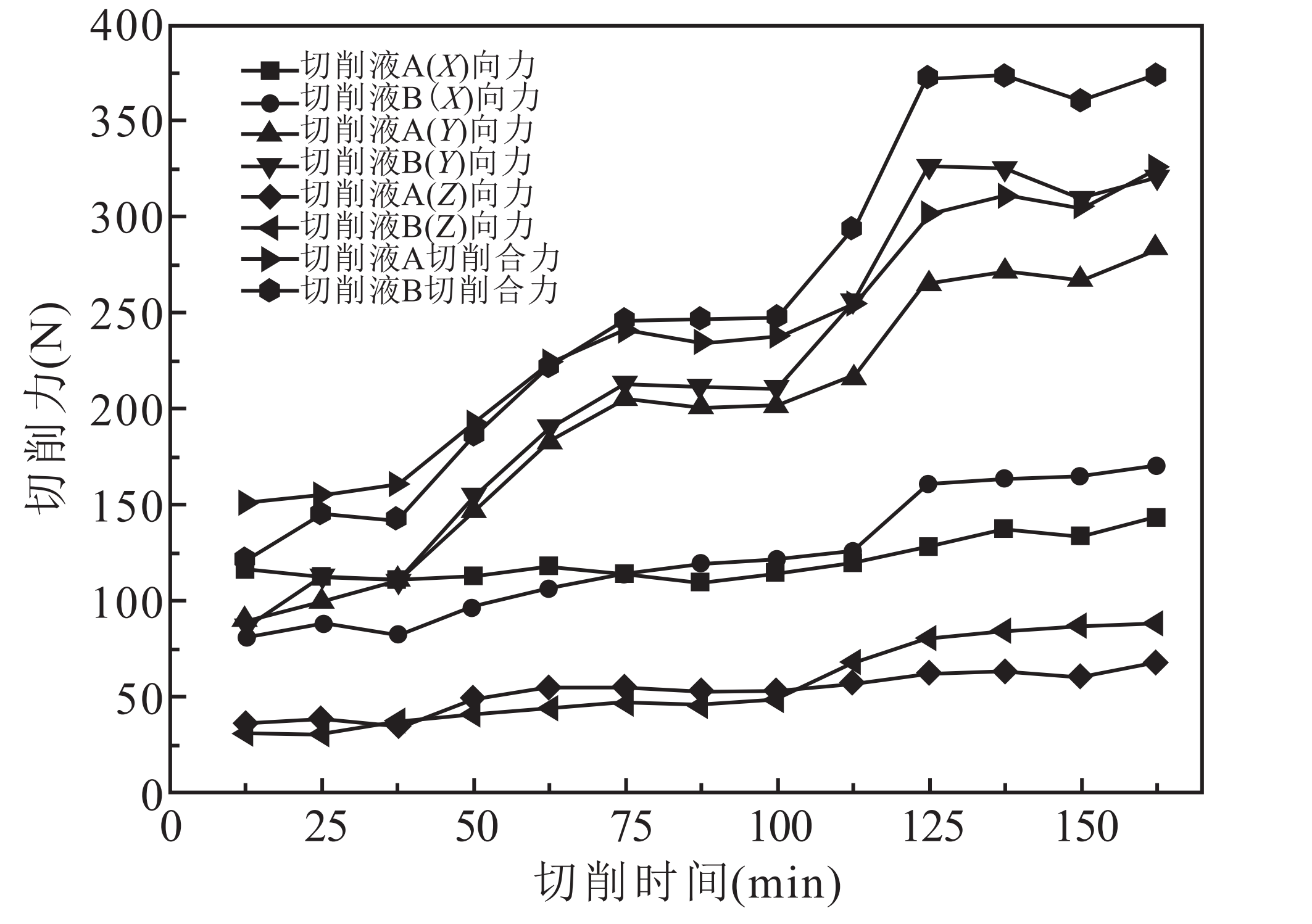
Abb.7 Verlauf der Schnittkraft mit der Schnittzeit unter zwei Kühlschmierstoffbedingungen
3.5 Werkzeugverschleiß
Unter den beiden Kühlschmierstoffbedingungen sind die Parameter des Bearbeitungsprozesses: vc=80 m/min,fz=0,025 mm/z,ap=0,5 mm,ae=10 mm, die Änderung der Verschleißbandbreite der Werkzeugfläche nach dem Werkzeug mit der Schnittzeit ist in Tabelle 3 dargestellt.
Tabelle 3 Breite des Verschleißbandes der Werkzeugoberfläche nach dem Fräsen einer Titanlegierung unter zwei Kühlschmierstoffbedingungen
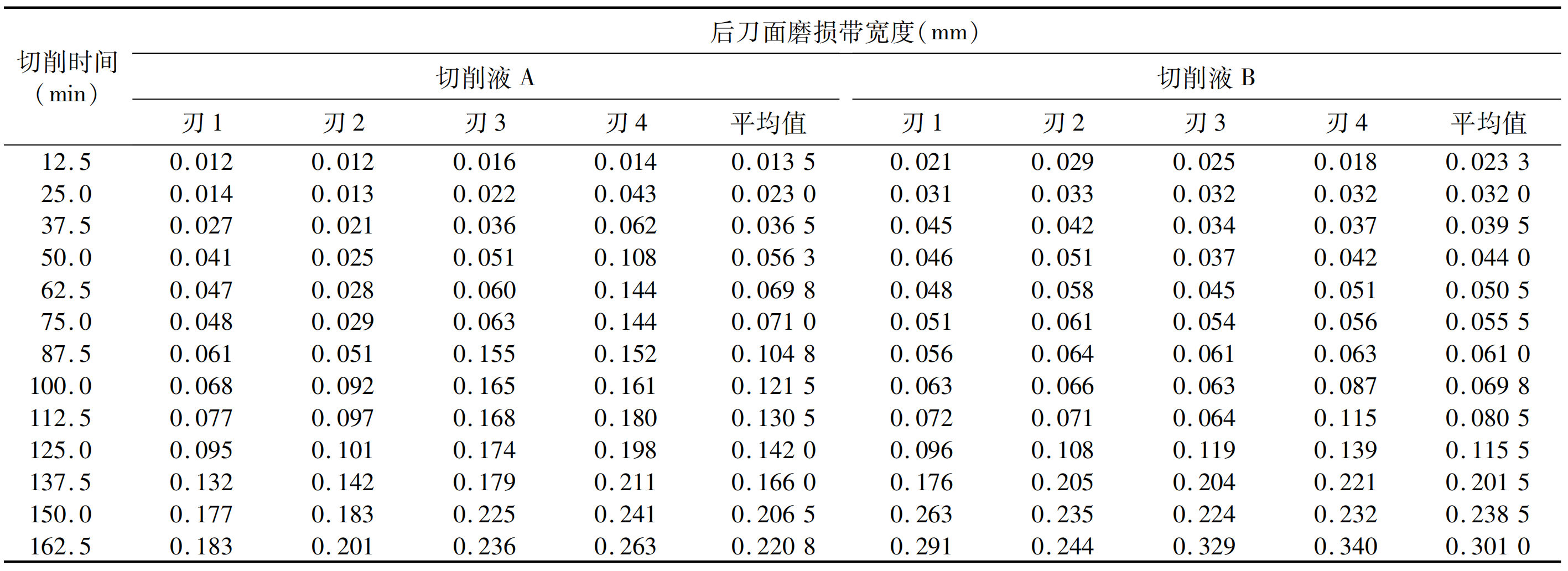
Abb. 8 zeigt die durchschnittliche Veränderung des Stirnverschleißes des vierschneidigen Vollhartmetall-Schaftfräsers (φ16 mm) mit der Schnittzeit während des Werkzeugverschleißversuchs.

Abb.8 Die durchschnittliche Bandbreite des hinteren Verschleißes variiert mit der Schnittzeit unter den beiden Schneidflüssigkeiten
Aus der Abbildung ist ersichtlich, dass mit zunehmender Schnittzeit der Verschleiß der Schneide nach dem Werkzeug unter den beiden Kühlschmierstoffbedingungen unterschiedlich stark zunimmt. Die Schnittzeit des Kühlschmierstoffs A betrug 162,5 min, und der durchschnittliche Kantenverschleiß des Werkzeugs betrug 0,220 8 mm (die Breite des Schneidenverschleißbandes betrug 0,183 mm, 0,201 mm, 0,236 mm bzw. 0,263 mm), und die vier Schneiden erreichten den stumpfen Standard. Der Kühlschmierstoff B hat eine Schnittzeit von 162,5 min, und der durchschnittliche Kantenverschleiß des Werkzeugs beträgt 0,301 mm (die Breite des Schneidkantenverschleißbandes beträgt 0,291 mm, 0,244 mm, 0,329 mm bzw. 0,340 mm), was dem Mattheitsstandard entspricht, von dem Kante 1 fast den Mattheitsstandard erreicht hat und die Kante 3 und Kante 4 den Mattheitsstandard erreicht haben, was sich auf die Oberflächenbearbeitungsqualität des Werkstücks auswirkt. Es wird geschlussfolgert, dass der Verschleiß des Werkzeugs des Kühlschmierstoffs A in der gleichen Zeit geringer ist und die Lebensdauer des Werkzeugs für das Fräsen von Titanlegierungen unter der Bedingung des Kühlschmierstoffs A erhöht wird.
Durch die weitere Erforschung des Werkzeugverschleißmechanismus unter den beiden Kühlschmierstoffen wurde das Werkzeug ultraschallgereinigt und mittels Rasterelektronenmikroskopie analysiert, und die Oxid- und Elementzusammensetzung auf der Werkzeugoberfläche wurde mit einem Energiespektrometer nachgewiesen. Fig. 9 zeigt den Verschleiß der Werkzeugspitze unter den Bedingungen des Kühlschmierstoffs A und des Kühlschmierstoffs B während der Periode des starken Verschleißes, und der Verschleißzustand des Werkzeugs unter dem Zustand des Kühlschmierstoffs A ist viel kleiner als der des Werkzeugs unter dem Zustand des Kühlschmierstoffs B. Aufgrund der Eigenschaften der geringen Wärmeleitfähigkeit, der hohen Festigkeit und der hohen Kaltverfestigung von Titanlegierungswerkstoffen führen die hohen Temperaturen und der hohe Druck, die beim kontinuierlichen Schneiden erzeugt werden, zu einer starken Reibung und Extrusion zwischen dem Werkzeug und dem Span und dem Werkstück und verschlimmern den Verschleiß der vorderen und hinteren Werkzeugoberflächen. Der Verschleiß der Stirnfläche entsteht hauptsächlich durch Reibung, die durch den Spänefluss auf der vorderen Schnittfläche verursacht wird, wie in den Abbildungen 9a und 9c gezeigt, und stellt sich als typischer Grubenverschleiß dar. Aufgrund der Verarbeitungsplastizität und der geringen Wärmeleitfähigkeit der Titanlegierung ist es sehr einfach, sich auf der vorderen Schneidfläche zu verbinden und zu verteilen, und es ist sehr leicht, eine Bindung und Diffusion in der Reibungswärme zu verursachen undSchubspannungUnter der Wechselwirkung des Werkzeugmatrixmaterials wird das Hartmetallmatrixcluster auf der Oberfläche des Werkzeugmatrixmaterials von einer Titanlegierung umgeben und mit dem Spanfluss mitgerissen, was zu einem kontinuierlichen Adhäsionsverschleiß führt, bei dem sich auch der thermisch-mechanische Ermüdungsriss der Schneide ausdehnt. In einem Abstand von der Schneide ist der Reibungszustand nicht stark und die Gleitreibung zwischen Span und Werkzeug bleibt erhalten. Gemäß der Energiespektrenanalyse in Abb. 9c ist das Hauptelement auf der Oberfläche des Klebebereichs W, was widerspiegelt, dass ein Teil des Werkzeugmaterials und der Beschichtung unter der Einwirkung eines starken Bindungsrisses entfernt wird, so dass das Matrixmaterial WC und das Bindemittel Co der Oberflächenschicht ausgesetzt sind. Auf die gleiche Weise wird auch die Beschichtung in der Gleitzone beschädigt, ein Teil des Matrixmaterials wird freigelegt und eine kleine Menge Titanlegierung wird gebunden, und die Länge des Bindungsbereichs und die Gesamtkontaktlänge des Werkzeugschneidens unter dem Zustand des Kühlschmierstoffs A sind geringer als die des Kühlschmierstoffs B, und der Gleitbereich ist relativ flach, und es gibt keine rillenartigen Kratzer, was darauf hinweist, dass der Reibungszustand unter dem Kühlschmierstoff A gut ist, und die gute Schmierwirkung des Kühlschmierstoffs A trägt dazu bei, den Reibungskoeffizienten zu verringern und die Adhäsion und das Reißen des Reibungspaares zu verringern. Bei der Kühlschmierstoffe B wird aufgrund der schlechten Schmierung und des relativ hohen Reibungskoeffizienten mehr Wärme erzeugt, was die Oxidation der Titanlegierung fördert und den Werkzeugverschleiß beschleunigt. Dies steht im Einklang mit der guten Schmierwirkung des oben erwähnten analytischen Kühlschmierstoffs A, der besser einen Schmierfilm bilden kann und eine bessere Adsorptions- und Filmpenetrationsfähigkeit aufweist, um die Reibung zwischen der vorderen Werkzeugoberfläche und dem Span zu verringern.
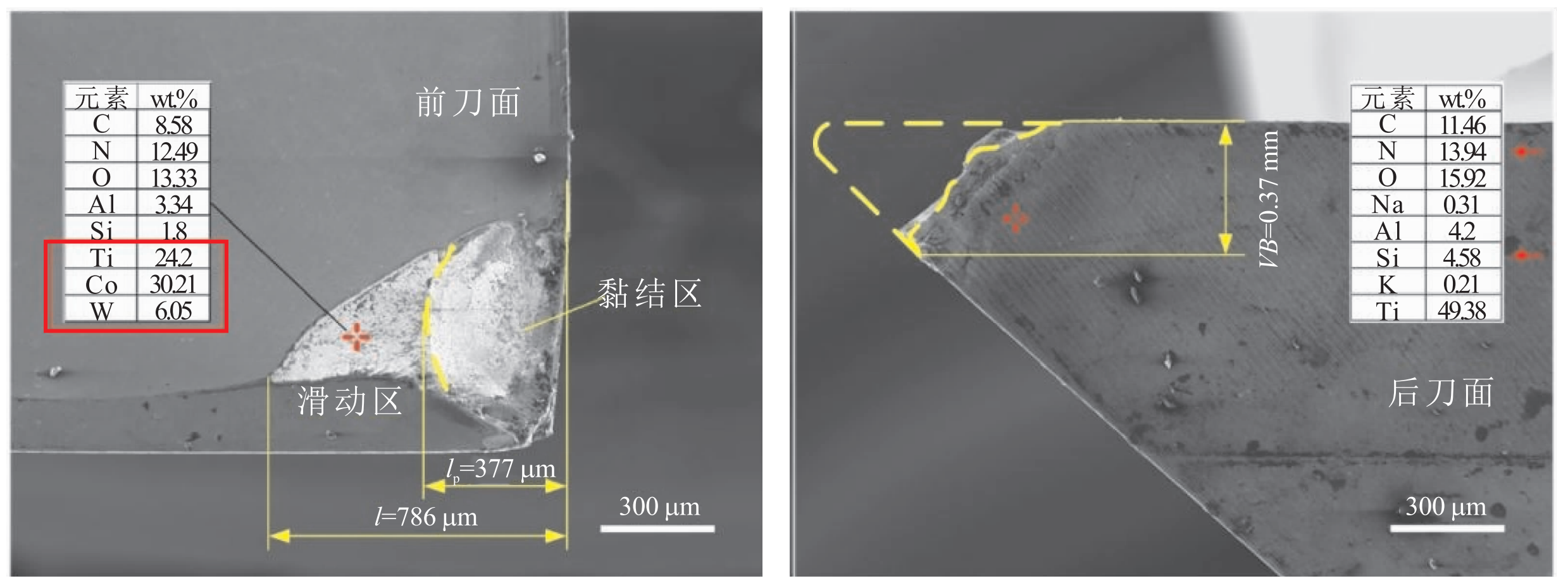
(a) Die vordere Werkzeugfläche des Werkzeugs unter der Bedingung der Schneidflüssigkeit A (b) Die der Werkzeugfläche hinter dem Werkzeug unter der Bedingung der Schneidflüssigkeit A
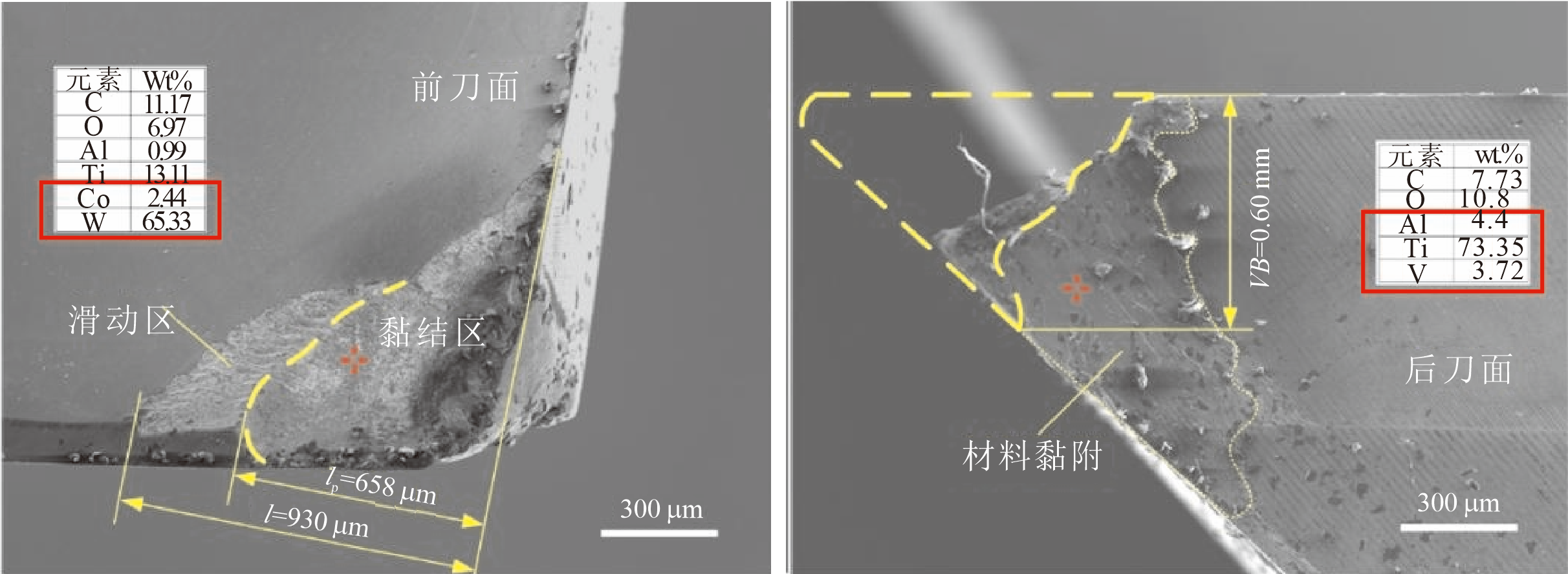
(c) Die Vorderseite des Werkzeugs unter der Bedingung der Kühlschmierstoffe B (d) Die Werkzeugoberfläche hinter dem Werkzeug unter der Bedingung der Kühlschmierstoffe B
Abb.9 Die Form der Beschädigung der Spitze, wenn das Messer stark abgenutzt ist
Aufgrund der Kaltverfestigung und der geringen Wärmeleitfähigkeit des Werkstückmaterials während des Bearbeitungsprozesses steigt die Schnitttemperatur in der Nähe der Spitze, die Schnittkraft ist groß und die Werkzeugfestigkeit wird geschwächt, was zum Abplatzen der Spitze führt. Im Vergleich zu den beiden Kühlschmierstoffen ist die Beschädigung der Spitze der Kühlschmierstoffe B schwerwiegender, und eine große Fläche des Titanlegierungsmaterials haftet an der hinteren Werkzeugoberfläche, während der Bindungsgrad unter der Bedingung der Kühlschmierstoff A auftritt und Elemente wie N und Si auf der Oberflächenschicht erkannt werden, was bedeutet, dass die Werkzeugbeschichtung gut geschützt ist. Aus diesem Vergleich wird abgeleitet, dass die zugesetzten Komponenten in der Schneidflüssigkeit A eine stärkere Adsorptionswirkung auf das Werkzeugmaterial haben können, und der gebildete Schmierfilm ist stärker, was die Reibung und Bindung zwischen dem Werkzeug und dem Werkstück effektiv verlangsamen, eine bessere Rolle beim Schutz des Werkzeugs spielen und zur Verbesserung der Werkzeuglebensdauer beitragen kann.
4 Fazit
Basierend auf der Bewertung der Anpassungsfähigkeit verschiedener Kühlschmierstoffe an die Bearbeitungseigenschaften von Titanlegierungen, ausgehend von der Oberflächenbearbeitungsqualität und der Schneidleistung von Werkstücken aus Titanlegierungen, werden die Integrität der Bearbeitungsoberfläche und die Lebensdauer des Werkzeugs beobachtet und die Wirkung des Kühlschmierstoffs bewertet. Beim kontinuierlichen Schneiden wird der Verschleiß des Werkzeugs im gleichen Intervall beobachtet und die Kraft des Schnittprozesses wird aufgezeichnet, und der Verschleiß oder Ausfall des Werkzeugs wird anhand der Breite des Verschleißbandes der hinteren Werkzeugoberfläche und der Änderung der Schnittkraft beurteilt. Verwenden Sie Werkzeuge wie Oberflächenrauheitsmessgeräte, um den Rauheitswert der Oberfläche zu messen und die Qualität der Oberflächenbearbeitung zu bewerten. Verwenden Sie ein Härteprüfgerät, um die Mikrohärte des bearbeiteten Werkstücks zu prüfen und die Festigkeit und Verschleißfestigkeit der Oberfläche zu bewerten. Das Eigenspannungsmessgerät wird verwendet, um die Eigenspannung auf der Oberfläche des Werkstücks zu messen, um die Ermüdungsbeständigkeit und Zuverlässigkeit der bearbeiteten Oberfläche zu bewerten. Zusammenfassend lässt sich sagen, dass die Anpassungsfähigkeit des Kühlschmierstoffs an die Bearbeitungsleistung von Titanlegierungen relativ umfassend bewertet werden kann und eine wissenschaftliche Grundlage für die Optimierung der Auswahl und Anwendung des Kühlschmierstoffs bietet