
2
2025.9
Verfasser
80
Lesevolumen
Beim Bohren in der Metall- und Holzbearbeitung ist das Spiralbohren das am weitesten verbreitete Basiswerkzeug, und das Design und die Schleifqualität der Kreuzkante bestimmen direkt die Bohrgenauigkeit, die Schnitteffizienz und die Standzeit. In diesem Artikel werden die Kerneigenschaften des Kreuzmessers systematisch analysiert und praktische Fähigkeiten kombiniert, um die professionelle Schleifmethode von Standard-Spiralbohrern zu beherrschen.
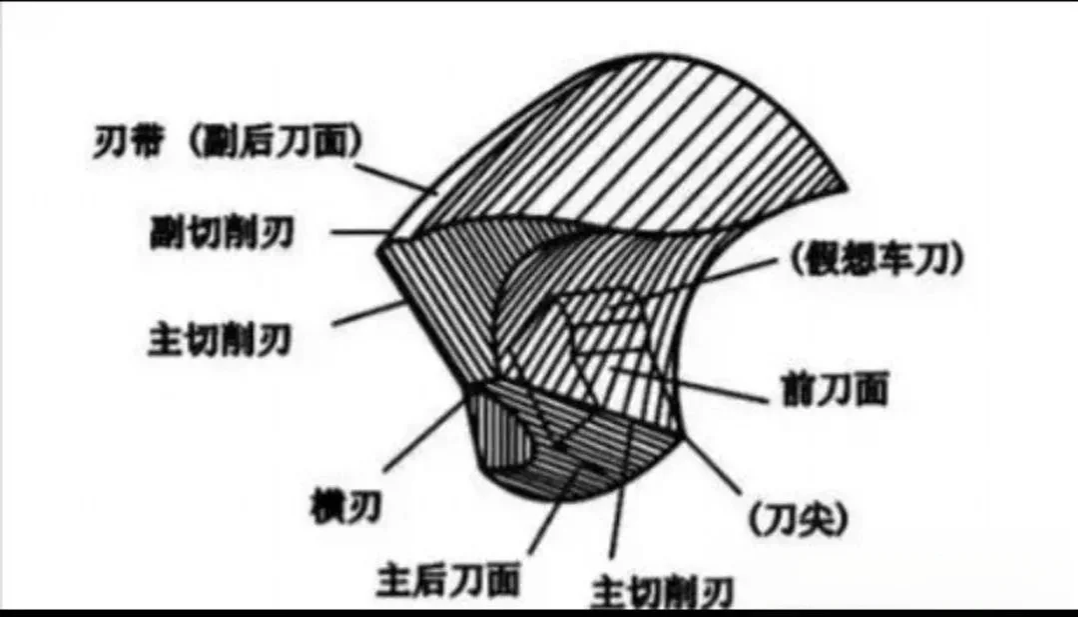
1. Kennen Sie die horizontale Klinge des Spiralbohrers
Die Querkante ist der Schneidenabschnitt der Mitte der Spiralbohrerspitze ohne Schneidfunktion und ähnelt in ihrer Form der zentralen stumpfen Kante einer Holzbearbeitungsschaufel. Bei der unpolierten Querkante gibt es zwei große Probleme: Zum einen ist die Länge zu lang, was zu einer deutlichen Erhöhung des Vorschubwiderstands beim Bohren führt; Zweitens ist der Spanwinkel an der Querkante negativ, was zu starker Reibung während des Schneidens neigt, was nicht nur die Genauigkeit der Bohrlochposition beeinträchtigt, sondern auch zu einer Spanverstopfung führt.
Daher sind die Kernziele des Kreuzkantenschleifens:
- Verkürzen Sie die Länge der Querkante: Verringern Sie den Vorschubwiderstand und vermeiden Sie ein "Stechen" oder Versatz des Bohrers;
- Optimieren Sie den Spanwinkel der Querkante: Stellen Sie den negativen Spanwinkel auf nahezu Null oder einen kleinen positiven Spanwinkel ein, um die Schnittkraft zu verringern und die Wahrscheinlichkeit zu erhöhen, dass das Material "gebissen" wird.
- Verbessern Sie die Leistung: Verbessern Sie indirekt die Genauigkeit der Bohrlochposition, verbessern Sie den Spanschneideffekt und verlängern Sie die Lebensdauer des Bohrers.
2. Normen für Kernparameter für das Schleifen von Spiralbohrern
Beim Schleifen von Spiralbohrern müssen fünf Schlüsselparameter strikt eingehalten werden, um sicherzustellen, dass das Werkzeug die Schneidanforderungen erfüllt:
1. Oberer Winkel (2φ): Der Standardwert beträgt 120°±2°, was sich direkt auf den Schnittwinkel und die Bohreffizienz der Schneidkante auswirkt;
2. Haupt-Schleppwinkel (α₀): Der hintere Winkel an der Lochkante sollte auf 10°-14° gesteuert werden, zu groß führt zu einer zu dünnen Schneidkante und verstärkten Vibrationen, zu klein erhöht die Axialkraft und der Bohrer lässt sich leicht erwärmen;
3. Querkantenfase (ψ): Der angemessene Bereich beträgt 50°-55°, der den tatsächlichen Arbeitswinkel und die Vorschubglätte der horizontalen Klinge bestimmt.
4. Symmetrie der Hauptschneide: Die Länge der beiden Hauptschneiden sollte gleich sein, und der Winkel, der durch die Achslinie des Bohrers gebildet wird, sollte konsistent sein, um eine Vergrößerung oder Durchbiegung des Lochdurchmessers während des Bohrens zu vermeiden.
5. Oberflächengüte des Haupt- und Hinterfräsers: Die Oberfläche nach dem Schärfen sollte glatt und gratfrei sein, um den Reibungswiderstand mit dem Werkstück während des Schneidens zu verringern.
3. Praktische Bedienung: Reparaturschritte und -fähigkeiten für Spiralbohrer
Die Theorie ist die Grundlage, die Praxis ist der Schlüssel. Das Schärfen von Anfängern führt oft dazu, dass Bohrer aufgrund von "blinden Messern" verschrottet werden, und es ist notwendig, dem Prinzip "weniger schleifen und mehr suchen, zuerst die Position einstellen und dann die Kante reparieren" zu folgen, kombiniert mit den folgenden Schritten und Mantras, um sie allmählich zu meistern:
(1) Das Kernmantra vor dem Schleifen (die richtige Position ist der Schlüssel)
1. Formel 1: Klingenkante flach drücken und auf die Radoberfläche anlehnen
Stellen Sie die Hauptschneide des Bohrers in eine horizontale Position ein und nähern Sie sich langsam der Oberfläche der Schleifscheibe (berühren Sie sie vorerst nicht), um sicherzustellen, dass die gesamte Länge der Schneide gleichmäßig belastet werden kann und eine lokale Schleifabweichung vermieden wird.
2. Trick 2: Der Bohrschaft wird diagonal freigegeben
Die Achslinie des Bohrers und die Oberfläche der Schleifscheibe stehen in einem Winkel von 60° (entsprechend der Hälfte des oberen Winkels von 120°), und die dreieckige Platte von 30°/60°/90° kann zur Unterstützung der Positionierung verwendet werden, die direkt die Größe des oberen Winkels bestimmt, und die Abweichung führt zu einer abnormalen Schnittkraft.
3. Trick 3: Den Rücken von der Klinge nach hinten schleifen
Ausgehend von der Hauptschneide schleifen Sie langsam entlang der gesamten Haupt- und hinteren Schneidfläche in Richtung des Bohrerendes, um ein Glühen der Schneide durch das Rückschleifen zu vermeiden. Berühren Sie die Schleifscheibe während des Schleifens leicht, beobachten Sie, ob der Funke gleichmäßig ist, und stellen Sie den Druck rechtzeitig ein.
4. Trick 4: Schwinge deinen Schwanz auf und ab, kippe ihn nicht
Die Hand, die die Vorderseite des Bohrers hält, schwingt mit konstanter Geschwindigkeit auf und ab (um sicherzustellen, dass die gesamte Länge der Schneide geschliffen wird), und die Hand, die den Griff hält, bleibt stabil, und es ist verboten, dass der Schwanz des Bohrers über die horizontale Mittellinie der Schleifscheibe angehoben wird, da sonst die Schneide stumpf wird und die Schneidfähigkeit verloren geht.
(2) Schritt-für-Schritt-Anleitung zum Raffinieren
1. Ausgangsposition: Kontaktpunkt der Schleifscheibe identifizieren
- Nivellieren Sie zuerst die Hauptschneide, stellen Sie dann den 60°-Winkel zwischen Bohrerschaft und Schleifscheibe ein, stabilisieren Sie den Bohrer mit beiden Händen, um sicherzustellen, dass die Position nicht versetzt wird, und berühren Sie dann vorsichtig die Schleifscheibe (zu diesem Zeitpunkt wird nur "Probeschleifen" durchgeführt, kein großer Materialabtrag).
- Anfänger sind fehleranfällig: Um dem "schnellen Schleifen" nachzugehen, wird die Schneide nicht nivelliert oder der 60°-Winkel nicht ausgerichtet, was dazu führt, dass sich die Form der Hauptschneide verformt.
2. MühlenmeisterOberfläche des hinteren Messers: Kontrolle von Stärke und Kühlung
- Schleifen Sie mit geringer Kraft in Richtung "von der Klinge bis zum Rücken" und tauchen Sie den Bohrer alle 3-5 Sekunden zum Abkühlen in Kühlmittel (um zu vermeiden, dass die Schneide durch Verfärbung und Glühen bei hohen Temperaturen an Härte verliert).
- Beobachten Sie die Haupt- und Heckblattoberflächen: Die Oberfläche sollte nach dem Schleifen glatt sein, ohne offensichtliche Stufen oder Grate, und Sie können im Licht überprüfen, ob die Schneide gerade ist.
3. Symmetrie: Stellen Sie sicher, dass die beiden Kanten konsistent sind
- Drehen Sie nach dem Schleifen einer Seite der Haupt- und hinteren Schneidfläche den Bohrer, um die andere Seite zu schleifen, der Kern soll sicherstellen, dass die beiden Hauptschneiden symmetrisch und gleich lang zur Bohrerachse sind.
- Inspektionsmethode: Beobachten Sie die Bohrspitze vor dem hellen Licht, wenn sich die beiden Klingen auf derselben horizontalen Linie befinden und die Spitze zur Achse zeigt, ist sie qualifiziert; Wenn es eine Abweichung gibt, ist es notwendig, die Kante der längeren Seite leicht zu schleifen und allmählich zu korrigieren.
4. Optimierter Rückenwinkel und Spitze: Verbesserte Schnitthelligkeit
- Nachwinkelkalibrierung: Der ländliche Winkel sollte auf 10°-14° gesteuert werden - der ländliche Winkel ist zu groß und die Schneide lässt sich leicht zusammenklappen; Der hintere Winkel ist zu klein, das Bohren mühsam. Dies kann durch "Probebohren" überprüft werden: Wenn die Vibration groß ist und das Loch während des Bohrens polygonal ist, bedeutet dies, dass der Rückenwinkel zu groß ist; Ist die Axialkraft groß und das Bohrerhaar heiß, bedeutet dies, dass der Rückenwinkel zu klein ist.
- Spitzenschliff: Bei Bohrern mit einem Durchmesser von ≥ 8mm sollte nach dem Schleifen beider Kanten an der Spitze eine kleine Nut gegossen werden (um zu vermeiden, dass die Kantenebene zu groß wird und die Positionierung beeinträchtigt). Methode: Heben Sie den Bohrer an, richten Sie die Kanten und Ecken der Schleifscheibe aus und schleifen Sie eine kleine Fase an der Wurzel der hinteren Hauptschnittfläche leicht an (Achtung: Nicht bis zur Hauptschneide schleifen, da sonst der Spanwinkel beschädigt wird).
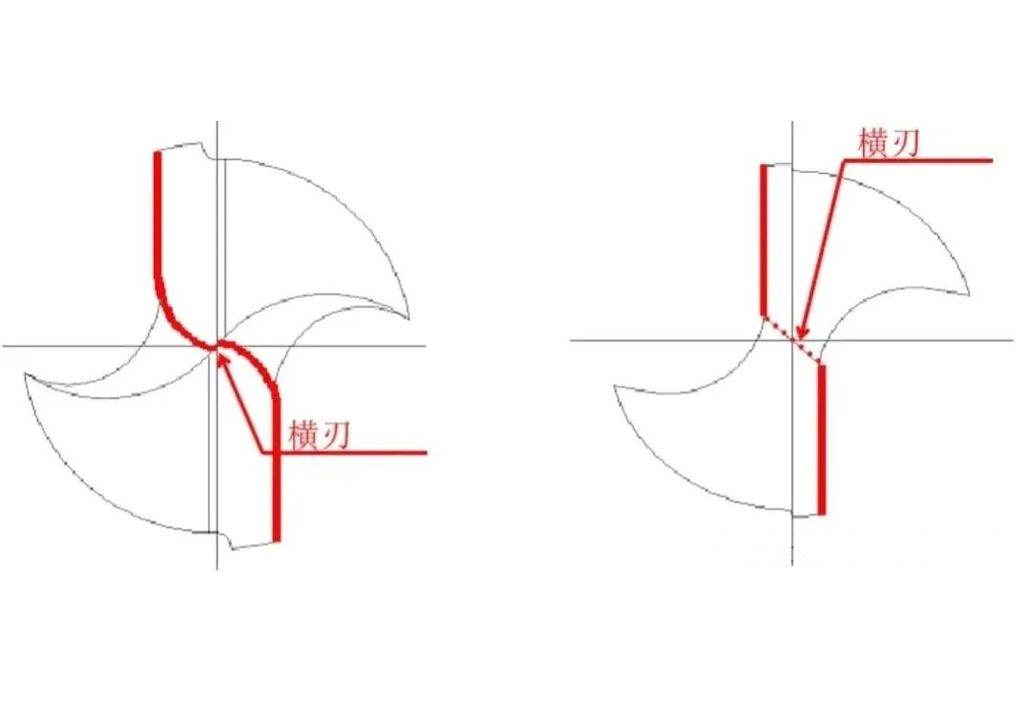
5. Spezieller Schliff des Quermessers: Länge kürzen + Spanwinkel optimieren
- Schleifziel: Kürzen Sie die Länge der Querkante auf 1/3-1/2 der ursprünglichen Länge (sie kann nicht vollständig gelöscht werden, da sonst die Zentrierfähigkeit verloren geht) und stellen Sie den negativen Spanwinkel an der Querkante auf einen kleinen positiven Spanwinkel ein.
- Arbeitsweise: Kippen Sie den Bohrer, richten Sie die Querkante an der Seite der Schleifscheibe aus, schleifen Sie die Wurzel der Querkante vorsichtig ab, kürzen Sie die Länge allmählich und beobachten Sie, ob der Fasenwinkel der Querkante während des Schleifens bei 50°-55° gehalten wird, um eine Verformung der Querklinge durch übermäßiges Schleifen zu vermeiden.
(3) Boxenvermeidung für Anfänger und fortgeschrittene Fähigkeiten
- Fallstrick 1: Verbieten Sie "gewaltsames Schleifen" - Anfänger drücken den Bohrer oft in Eile fest, was zu einem Glühen der Schneide oder einem Abplatzen der Schleifscheibe führt, und müssen dem Prinzip der "kleinen Anzahl von Malen" folgen.
- Punkt 2: Das Abkühlen sollte rechtzeitig erfolgen - das direkte Schleifen ohne Abkühlung verringert die Härte der Bohrerkante (allgemein bekannt als "verbrannte Kante"), und das anschließende Bohren ist leicht verschleißfest.
- Fortgeschrittene Technik 1: Bohrer für Handbohrmaschine kann den oberen Winkel verringern - der Vorschubdruck der Handbohrmaschine ist unzureichend, stellen Sie den oberen Winkel auf 110°-115° ein, wodurch der Überdruck der Schneide auf das Werkstück erhöht und die Vorschubglätte verbessert werden kann.
- Fortgeschrittene Technik 2: Grobe Löcher können die Symmetrie lockern - wenn der Bohrungsdurchmesser und die Anforderungen an die Rauheit gering sind, können die beiden Kanten leicht unausgeglichen sein (Abweichung ≤ 0,1 mm), die Reibung zwischen der Schneide und der Lochwand verringern und den Vorschubwiderstand verringern.
4. Nachweis der Schleifwirkung: die Beurteilungskriterien für qualifizierte Bohrer
Nachdem das Schärfen abgeschlossen ist, können Sie in zwei Schritten beurteilen, ob es qualifiziert ist: "Schauen" und "Ausprobieren":
1. Schauen Sie sich das Aussehen an: Die beiden Hauptschneiden sind symmetrisch, es gibt keine Absplitterungen, die Länge der horizontalen Kante ist moderat (etwa 1/3 der ursprünglichen Länge), die Haupt- und hintere Klingenoberfläche ist glatt und die Spitze befindet sich direkt gegenüber der Achse.
2. Probebohren: Während des Bohrens ist die Spanabfuhr leicht, es gibt keine offensichtlichen Vibrationen, der Lochdurchmesser wird nicht vergrößert (Abweichung ≤ 0,05 mm) und der Bohrer wird nicht überhitzt, was qualifiziert ist.
Im Anhang: Schematische Darstellung der wichtigsten Schritte (empfohlen als praktische Referenz)
Schritt Schematische Beschreibung: Die Kernpunkte werden beschriftet
1. Positionierung Der Bohrer und die Schleifscheibe stehen in einem Winkel von 60°, und die Hauptschneide befindet sich horizontal nahe der Oberfläche der Schleifscheibe.
2. Haupt- und Heckmesserfläche abschleifen Bohrer mit beiden Händen festhalten, in Richtung "Klinge → zurück" auf und ab schwingen "Schwenkrichtung" und "Kühlmittelkühlpunkt" markieren
3. Kreuzkantenschliff Der Bohrer wird gekippt, die horizontale Kante wird seitlich an der Schleifscheibe ausgerichtet und leicht geschärft, gekennzeichnet mit "Kreuzkantenverkürzungsbereich" und "50°-55° Fasenwinkel"
4. Symmetrie-Check Beobachten Sie die Ausrichtung der beiden Lamellen und der Achse vor dem hellen Licht, markieren Sie die "Achse" und die "Zwei-Lamellen-Symmetrielinie"
Tipps: Es wird empfohlen, 3-5 Abfallbohrer für die Praxis vorzubereiten und Erfahrungen durch den Zyklus "Schleifen → und → Modifikation" zu sammeln und nach der Beherrschung 1-2 Minuten lang qualifizierte Bohrer zu schleifen.