
2
2025.9
Verfasser
84
Lesevolumen
Im Bereich des Maschinenbaus und der Qualitätskontrolle ist die Messung von Form- und Lagetoleranzen ein zentraler Bestandteil, um die Austauschbarkeit von Teilen und die Genauigkeit der Montage zu gewährleisten. Koaxialität, Geradheit, Ebenheit und Rundheit sind die vier grundlegenden geometrischen Toleranzen, und ihre Messgenauigkeit wirkt sich direkt auf die Leistung von Geräten aus (z. B. Vibrationen rotierender Teile und Übertragungsstabilität). In diesem Beitrag werden die Messprinzipien, die gängigen Methoden und die technischen Praxispunkte der vier Toleranzen systematisch erläutert und technische Referenzen für die Präzisionsfertigung bereitgestellt.
1. Koaxialitätsmessung: Stellen Sie das dynamische Gleichgewicht rotierender Teile sicher
1. Definition und Bedeutung
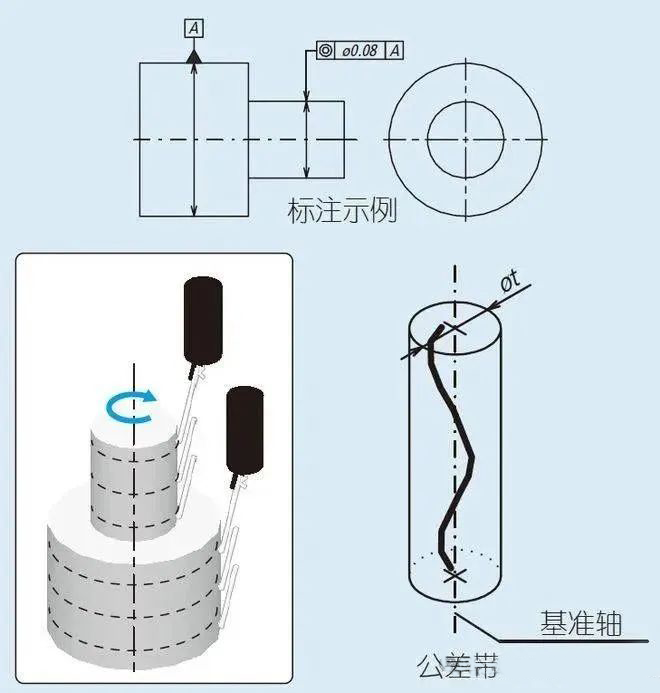
Die Koaxialität bezieht sich auf den Grad der Übereinstimmung zwischen der gemessenen Achse und der Referenzachse, und das Toleranzband ist die zylindrische Fläche des Durchmessertoleranzwerts mit der Referenzachse als Achse. In Szenarien wie Motorrotoren, Antriebswellen und Hydraulikzylindern können Koaxialitätsabweichungen von mehr als 0,01 mm zu erhöhten Vibrationen, Dichtungsversagen oder vorzeitigem Lagerverlust führen.
2. Messmethode
(1) Markierungsmethode (Kontakttyp)
• Prinzip: Der Rundlauf der Oberfläche der zu prüfenden Welle relativ zur Bezugsachse wird mit Hilfe einer Messuhr oder einer Messuhr gemessen.
•Schritte:
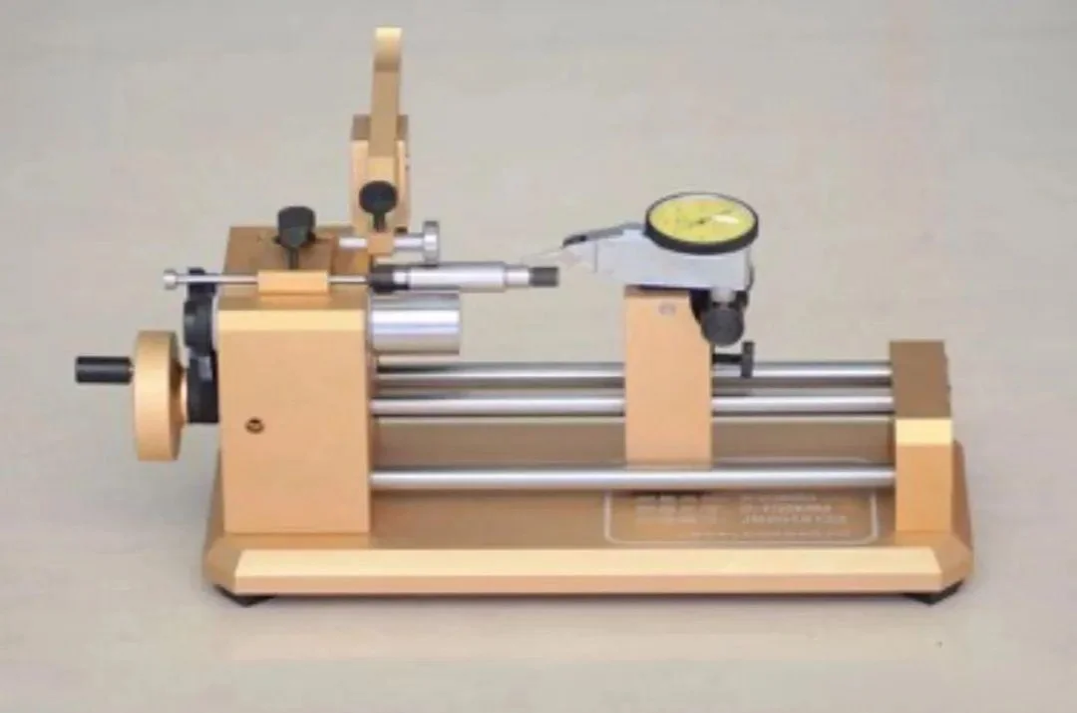
1. Fixieren Sie die Bezugswelle auf dem V-Block oder der Spitze
2. Die Messsonde steht in direktem Kontakt mit der Oberfläche der zu messenden Welle
3. Drehen Sie die gemessene Achse und zeichnen Sie die maximale und minimale Messdifferenz auf
4. Koaxialitätsfehler = Δmax/2 (die Doppelsondenmethode kann den Einfluss der axialen Bewegung eliminieren)
• Gehäuse: Bei der Messung der Koaxialität einer Motorwelle mit einem Durchmesser von 50 mm beträgt der Wertfehler mit einer Drückeranzeige ≤0,002 mm und das Messergebnis 0,008 mm (Toleranzanforderung ≤0,01 mm).
(2) KMG (KMG(berührungslose) Methode
• Prinzip: Die Koordinaten des Kreismittelpunkts mehrerer Schnitte der gemessenen Achse und der Referenzachse werden von der Sonde erfasst, um den Achsversatz zu berechnen.
•Schritte:
1. Legen Sie ein Koordinatensystem fest, bei dem die Bezugsachse als Z-Achse dient
2. Die Sonde sammelt 3-5 Querschnittskreise entlang der gemessenen Achse
3. Passen Sie die Mittelkoordinaten jedes Abschnitts an und berechnen Sie den Achsabstandsversatz
• Vorteile: Die axiale Neigung kann gleichzeitig ausgewertet werden, und die Messunsicherheit beträgt bis zu 0,001 mm.
(3) Laserzentrierverfahren (dynamische Messung)
• Prinzip: Verwenden Sie den Laserstrahl als Referenz, um den Ausrichtungsfehler des Schachtsystems durch das Reflexionstarget zu messen.
• Anwendung: Ausrichtung großer Einheiten (z. B. Dampfturbinen, Generatoren), Ausrichtung des Wellensystems, Messbereich bis zu 50 m, Genauigkeit ± 0,01 mm.
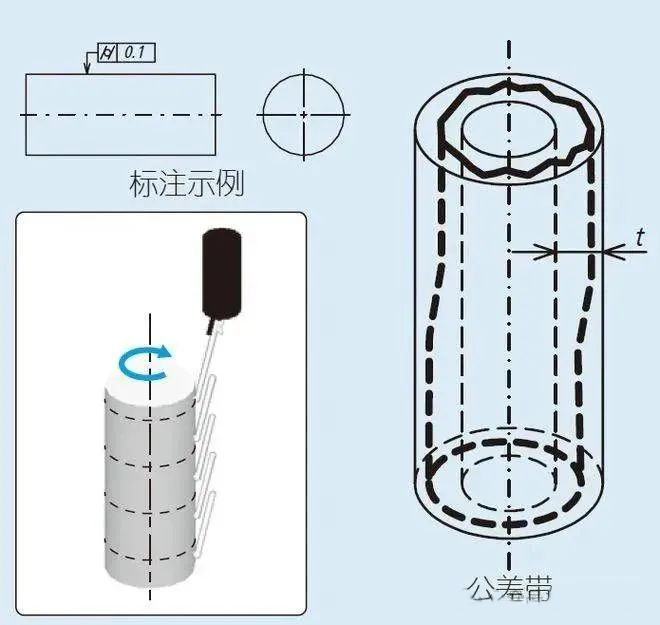
2. Geradheitsmessung: Steuern Sie die Bewegungsgenauigkeit der Führungsschiene und des Wellensystems
1. Definition und Einordnung
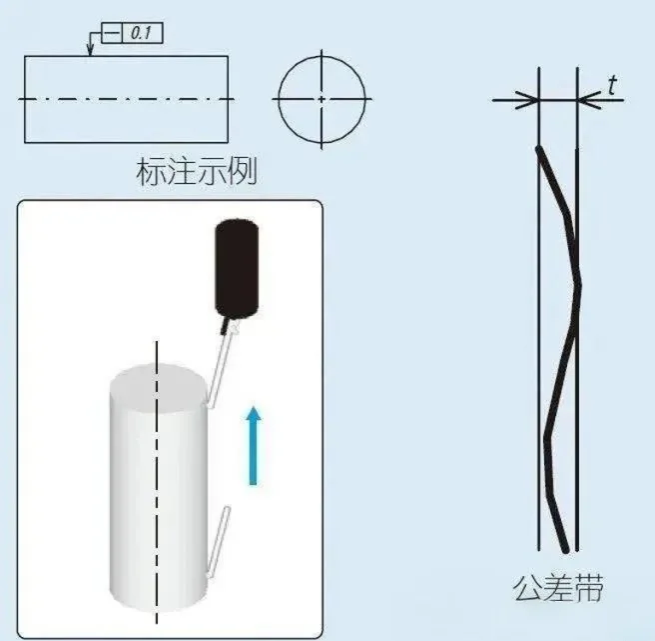
Die Geradheit bezieht sich auf das Ausmaß der Änderung der tatsächlichen Linie zur idealen Geraden, die unterteilt ist in:
• Geradheit in einer gegebenen Ebene (z. B. Schienenebene)
• Geradheit in einer gegebenen Richtung (z. B. axial von Wellenteilen)
• Räumliche Geradheit (z.B. Roboterausleger)
2. Messmethode
(1) Flachlineal- und Fühlerlehrmethode (geringe Präzision)
• Prinzip: Verwenden Sie ein flaches Lineal als ideale Linie, und eine Fühlerlehre misst den Abstand zwischen der gemessenen Linie und dem flachen Lineal.
• Einschränkungen: Nur für kurze Schienen (<1m),测量不确定度>0,02 mm.
(2) Lichtspaltmethode (mittlere Präzision)
• Prinzip: Verwenden Sie einen Standardspalt (z. B. einen Endmaßsatz), um die Abweichung zwischen der gemessenen Linie und der idealen Geraden zu vergleichen.
•Schritte:
1. Platzieren Sie den Prüfling auf der Brücke
2. Mit dem eingestellten Dosierblock den Lichtspalt auf den Normwert (z.B. 0,02mm) einstellen
3. Bestimmen Sie visuell, ob die tatsächliche Lichtlücke nicht in Ordnung ist
• Genauigkeit: 0,005-0,01 mm, geeignet für die Inspektion von Führungsschienen von Werkzeugmaschinen.
(3) Laserinterferometer-Verfahren (hohe Präzision)
• Prinzip: Messen Sie die Verschiebungsabweichung des Spiegels, wenn er sich durch die Linearität des Laserstrahls bewegt.
•Schritte:
1. Der Laserkopf wird fixiert und der Spiegel bewegt sich entlang der zu messenden Linie
2. Zeichnen Sie die Verschiebungsdaten auf und passen Sie die Geradheitskurve an
3. Berechnen Sie den maximalen Abweichungswert
• Gehäuse: Messen Sie die Geradheit der X-Achse der CNC-Werkzeugmaschine, Hub 1 m, Messauflösung 0,1 μm, Ergebnis 0,003 mm (Toleranzanforderung≤0,005 mm).
(4) Selbstkollimator-Methode (Winkelumwandlung)
• Prinzip: Wandeln Sie den Geradheitsfehler in einen Winkelfehler um, der sich aus dem Drehwinkel des Spiegels ergibt.
• Anwendung: Geradheitsmessung von langen Führungsschienen (>3 m), Genauigkeit ± 0,001 mm/m.
3. Ebenheitsmessung: Stellen Sie die Abdichtung und Passung der Kontaktfläche sicher
1. Definition und Wirkung
Die Ebenheit bezieht sich auf das Ausmaß der Änderung zwischen der tatsächlichen Ebene und der idealen Ebene, und die Toleranzzone ist der Bereich zwischen zwei parallelen Ebenen. In Szenarien wie den Stirnflächen von Hydraulikzylindern und den Flanschverbindungsflächen kann eine Ebenheitsüberschreitung zu Leckagen oder Montageschwierigkeiten führen.
2. Messmethode
(1) Linealmethode (Grobmessung)
• Prinzip: VerwendungDie Messerkante ist geradeOder das flache Lineal befindet sich nahe an der gemessenen Oberfläche, und die Ebenheit wird nach der Lichtdurchlässigkeitsmethode beurteilt.
• Einschränkungen: Es kann nur lokale Höhen erkennen und Fehler nicht quantifizieren.
(2) Nivelliermethode (Tonhöhenmethode)
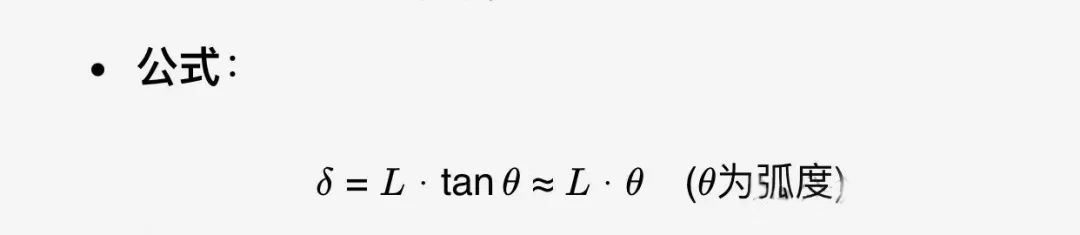
• Prinzip: Messen Sie den Neigungswinkel der gemessenen Oberfläche an verschiedenen Positionen um die Ebene und berechnen Sie den relativen Höhenunterschied.
•Schritte:
1. Unterteilen Sie die gemessene Oberfläche in Raster (z. B. 200 mm×200 mm)
2. Die Wasserwaage misst Punkt für Punkt in X/Y-Richtung
3. Berechnen Sie den Höhenunterschied jedes Punktes relativ zum Referenzpunkt
4. Fehler bei der Ebenheit der Passung
•Formel:
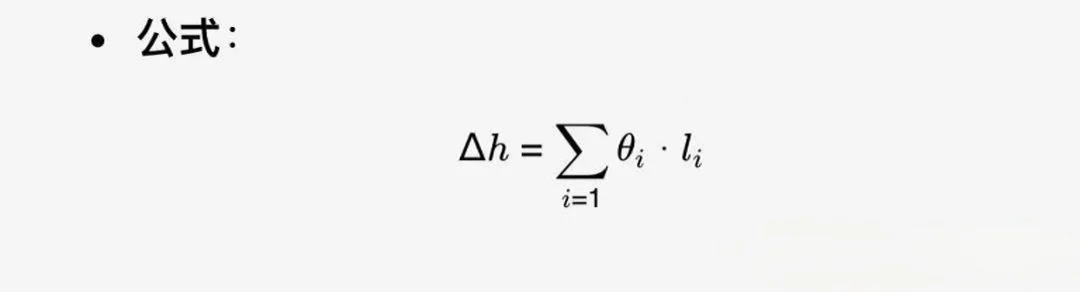
Dabei ist θi der Neigungswinkel des Knotens und li die Steigung.
• Genauigkeit: 0,005-0,01 mm, geeignet für die Inspektion von Werkzeugmaschinentischen.
(3) Koordinatenmessverfahren (Vollbildmessung)
• Prinzip: Der Taster sammelt die Koordinaten mehrerer Punkte der gemessenen Oberfläche, passt die optimale Ebene an und berechnet die Abweichung.

•Schritte:
1. Gleichmäßige Probenahme der Sonden (Punktabstand 5-10 mm)
2. Die Methode der kleinsten Quadrate passt sich der Ebene an
3. Berechnen Sie den Abstand von jedem Punkt zur Anpassungsebene
4. Die maximale Entfernungsdifferenz ist die Ebenheit
• Vorteile: Es kann 3D-Fehlerwolkenkarten ausgeben und die Messunsicherheit ≤ 0,001 mm.
(4) Optische Planinterferometrie (hohe Präzision)
• Prinzip: Verwenden Sie Laserinterferenz, um Streifen gleicher Dicke zu bilden, und berechnen Sie die Ebenheit anhand des Ausmaßes der Streifenverformung.
• Anwendung: Ultrapräzisionsbearbeitung optischer Komponenten, Ebenheitsmessauflösung bis zu 0,01μm.
VierMessung der Rundheit: Steuert die Gleichmäßigkeit rotierender Teile
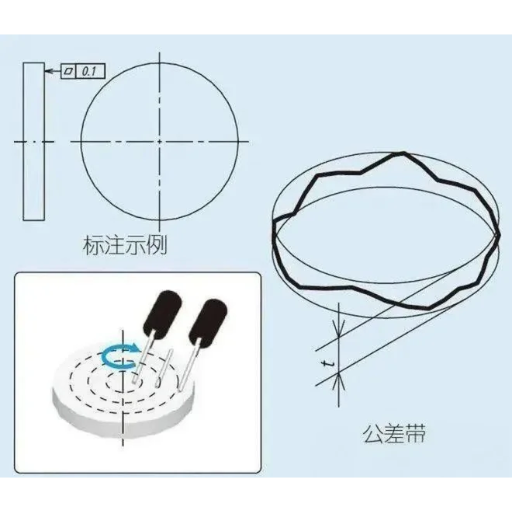
1. Definition und Wirkung
Die Rundheit bezieht sich auf den Betrag der Änderung zwischen dem tatsächlichen Kreis und dem idealen Kreis, und das Toleranzband ist die Fläche zwischen zwei konzentrischen Kreisen im gleichen Querschnitt. In Szenarien wie Lagerlaufbahnen und Zahnkranzen können Rundheitsfehler zu erhöhten Vibrationen, Geräuschen und Verschleiß führen.
2. Messmethode
(1) Zwei-Punkt-Methode (einfach)
• Prinzip: Verwenden Sie ein Mikrometer, um die Differenz zwischen dem maximalen und dem minimalen Durchmesser bei gleichem Querschnitt zu messen.
• Einschränkungen: Es kann nur Ovalität erkennen und keine unregelmäßigen Verformungen widerspiegeln.
(2) Drei-Punkte-Methode (Verbesserung)
• Prinzip: Verwenden Sie einen V-Block oder ein spezielles Messwerkzeug, um den Rundlauf durch Drehen des Prüflings zu messen.
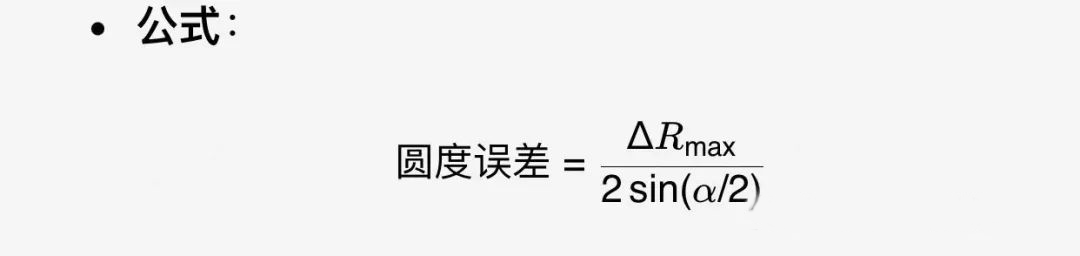
Der α ist der V-Block-Winkel (in der Regel 90° oder 120°).
(3) Rundheitsmessmethode (Standardmethode)
• Prinzip: Die hochpräzise Sonde berührt die Oberfläche des Messkreises vertikal, dreht den Prüfling und erfasst die radiale Verschiebung.
•Schritte:
1. Der Prüfling wird eingebaut inDrehbare Werkbank
2. Die Sonde berührt die Oberfläche und dreht sie eine Woche lang, um Daten zu sammeln
3. Computerangepasster Kreis der kleinsten Fläche (MZC) oder Kreis der kleinsten Quadrate (LSC)
4. Berechnung des Rundheitsfehlers (minimales MZC-Ergebnis)
• Genauigkeit: Messunsicherheit ≤ 0,1 μm, gemäß der Norm ISO 1101.
(4) Laserscanning-Verfahren (berührungslos)
• Prinzip: Der Laser-Wegmesssensor tastet die Oberfläche des gemessenen Kreises ab und passt die Rundheit durch die Punktwolkendaten an.
• Vorteile: Geeignet für weiche Materialien oder Hochtemperatur-Werkstücke, Messgeschwindigkeit > 1000 Punkte/Sekunde.
5. Umfassende Anwendungs- und Engineering-Praxis
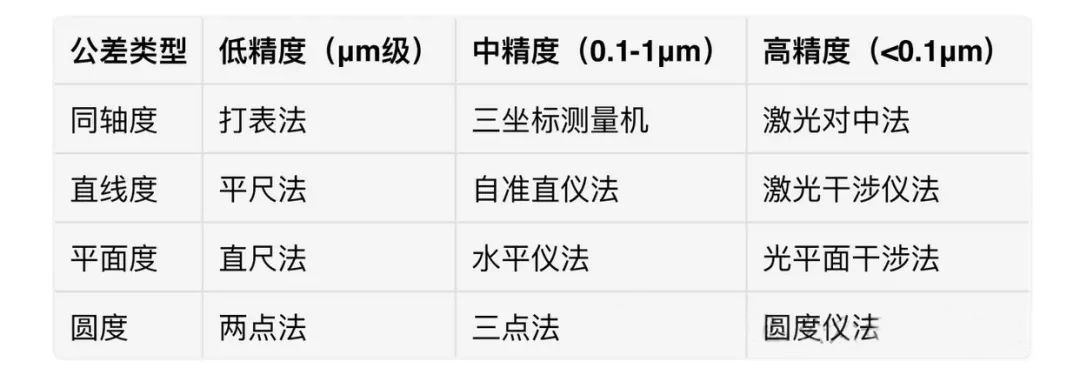
1. Prinzip der Auswahl der Messmethode
2. Fehlerquelle und -kontrolle
• Umweltfaktoren: Temperaturschwankungen (0,012 mm/m pro °C, die die Ausdehnung von Stahlteilen verursachen), konstante Temperaturregelung (±1 °C)
• Messkraft: Die Kontaktmessung erfordert die Kontrolle des Sondendrucks (z. B. Messkraft der Messuhr 0,5-1,5 N)
• Probenahmedichte: Für die Rundheitsmessung sind 36 Messpunkte erforderlich ≥ und der Abstand zwischen den Ebenheitsmesspunkten beträgt ≤ 5 mm
3. Typische Fallanalyse
Fall 1: Koaxialitätsregelung der Hochgeschwindigkeits-Motorwelle
• Problem: Rotorvibration überschreitet die Norm (Amplitude 0,05 mm)
• Inspektion: CMM fand einen Koaxialitätsfehler von 0,015 mm (Toleranz 0,01 mm)
• Verbesserung: Optimierung des Bearbeitungsprozesses (mit CNC-Schleifmaschine), erneuter Test der Koaxialität von 0,007 mm und Reduzierung der Vibrationen auf 0,02 mm
Fall 2: Optimierung der Ebenheit der Stirnfläche des Hydraulikzylinders
• Problem: Leckage nach der Montage (Ebenheit 0,03 mm)
• Detektion: Das Laserinterferometer misst und zeigt einen Vorsprung von 0,025 mm in der Mitte der Stirnfläche an
• Verbessert: Zusätzlicher Schleifprozess, Ebenheit auf 0,008 mm reduziert, Leckagen eliminiert
6. Zusammenfassung und Ausblick
Die Messung von Koaxialität, Geradheit, Ebenheit und Rundheit muss entsprechend den Genauigkeitsanforderungen, der Werkstückgröße und der Produktionscharge umfassend ausgewählt werden. Zu den zukünftigen Trends gehören:
1. Intelligent: KI-Algorithmen erkennen automatisch Fehlermuster (z. B. bei Rundheitsfehlern)Dreiblättrige Welle)
2. Inline-Messung: In das Bearbeitungszentrum integriertes Echtzeit-Kompensationssystem
3. Multiparameter-Fusion: Gleichzeitige Bewertung von Form- und Positionstoleranzen, um die Montageeffizienz zu verbessern
Praktische Vorschläge:
• Etablierung von Standardarbeitsanweisungen (SOPs) für Messverfahren
• Kalibrieren Sie die Messgeräte regelmäßig (empfohlener Zeitraum von 6 Monaten)
• Statistische Prozesskontrolle (SPC) für kritische Dimensionen
Durch wissenschaftliche Messung und Qualitätskontrolle kann die Zuverlässigkeit und Langlebigkeit mechanischer Produkte deutlich verbessert werden und damit der Grundstein für eine intelligente Fertigung gelegt werden.